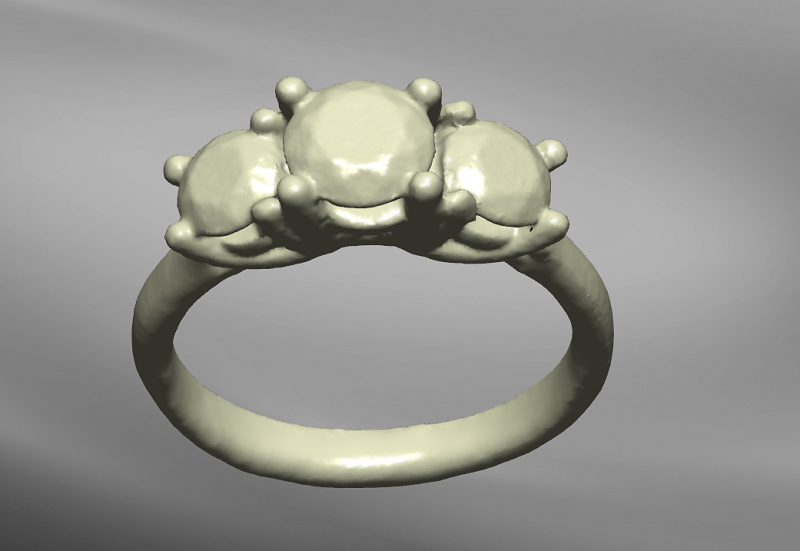
В ювелирном деле активно используются современные 3Д -технологии, включая 3Д-моделирование и 3Д печать. Однако мастерство и талант художника трудно бывает передать или воплотить при помощи 3Д моделирования в программе, особенно, когда имеешь дело со сложными естественными или природными мотивами. В таких случаях специалисты предпочитают прибегать к 3Д сканированию (3D сканирование колец и драгоценных камней).
Это значит, что 3Д сканирование очень и очень актуально в ювелирном деле!
Создание сложных форм
Проектирование сложных, особенно природных форм при помощи обычных программ для 3Д-моделирования. Речь идет о таких примерах, как цветы, птицы и прочие формы, обладающие пропорциями и сложными линиями. В таких случаях ювелир работает своими руками, создает объект из полимерной глины или сканирует оригинал. Этот скан загружается в программу и уже в ней он дополняется креплением для камней, и прочими дополнительными элементами, которые впоследствии будут использоваться для создания литьевых форм.
Эта технология себя полностью оправдала, но она не единственное направление в ювелирной сфере, где широко применяется 3Д сканирование. Есть вещи проще и более востребованные и связаны они с креплением камней.
3Д сканирование камней
Наиболее часто ювелиры приходят в компанию 3Д Сервис с задачей сканирования камней. До в том, что проектирование крапанов – крепления для драгоценных камней, – сложный процесс, требующий высочайшей точности. В противном случае камень держится ненадежно.
3Д-сканирование камня позволяет получить его точный размер и форму, на основании чего легко можно выполнить прецизионное проектирование крапанового крепления. При этом можно использовать камни любого типа, огранки и формы, в том числе и натуральный жемчуг, с которым работа очень сложна из-за неровной поверхности.
Схема работы при проектировании крапановой закрепки на примере жемчуга следующая:
выполнение прецизионного 3Д сканирования камня;
обработка сканов;
получение высокоточной цифровой модели камня;
дублирование данных;
скрытие одного слоя;
обрезка камня сверху для получения ложа закрепки;
утолщение ложа;
готовая модель закрепки.
Имея цифровую копию камня, можно выполнить примерку в программе. Так осуществляется работа с камнями неправильной формы.
Ограненные камни с правильной формы также могут быть подвергнуты 3Д сканированию с целью высокоточного моделирования крапана.
Преимущества 3Д сканирования в ювелирном деле
результаты прецизионной точности;
возможность точной работы с мелкими деталями;
удобная работа;
возможность внесения необходимых коррективов;
цифровой архив;
сокращение сроков проектирования и создания ювелирных изделий;
снижение себестоимости и трудозатрат.
3Д сканирование ювелирных изделий в 3D Services
Наша компания оказывает услуги по прецизионному 3Д сканированию ювелирных камней и сложных моделей ювелирных изделий. Мы гарантируем высокую точность и качество полученных сканов. Наши специалисты обладают богатым опытом в данной области и уже считают ее своей специализацией, что подтверждается многими положительными отзывами ювелиров. В арсенале инженеров 3D Services высокоточные современные 3Д сканеры последнего поколения. Мы пользуемся только профессиональным оборудованием и готовы ответить на все вопросы, решить задачи повышенной сложности, ведь нам это интересно!
Создавайте уникальные, эксклюзивные украшения потрясающей красоты. А мы будем рады помочь вам в этом творческом процессе!
Нужна консультация? Свяжитесь с нами любым удобным способом!
Электронная коммерция процветает и многие пытаются зарабатывать в этой сфере. Рынок – просто огромный, целевая аудитория – широченная. Но есть и высокая конкуренция. Как выйти на рынок? Надо продавать что-то уникальное, предложить людям оригинальное, эксклюзивное решение и 3D Services вместе с 3Д технологиями может вам в этом помочь!
Как это работает?
Данная технология уже отточена и вовсю применяется в Китае. Человек разрабатывает какой-либо продукт, например, лампу оригинальной формы. Она состоит из электронных компонентов и плафона. Электронные компоненты обходятся недорого и не являются чем-то оригинальным – это вполне стандартный продукт, а вот плафон и подставка под него – это поле для вашей фантазии.
В настоящее время большинство таких плафонов изготавливается легко посредством 3Д печати. Например, популярные в последнее время светодиодные ночники в виде луны. При этом вовсе не обязательно закупать дорогостоящие высокопроизводительные 3Д принтеры – можно передать это на аутсорс!
3D Services обладает огромной базой оборудования для 3Д печати по самым разным технологиям и из различных материалов. Мы готовы стать для вас контрактным производством! Минимум вложений – максимум пользы!
Преимущества 3Д печати для маркетплейсов
Большой ассортимент оборудования, который позволяет нам выполнять высокие объемы в сутки.
Снижение бремени брака – он лежит на наших плечах.
Широкий ассортимент качественных материалов для исполнения вашего заказа.
Гибкая система скидок для постоянных клиентов.
Вместе мы сможем сделать ваш бизнес на маркетплейсе доходным!
Примеры использования 3Д печати в данной сфере:
плафоны для ламп и ночников;
различная сувенирная продукция;
елочные игрушки;
эксклюзивная бижутерия;
оригинальные пуговицы, крепежные элементы для отделки швейных изделий;
любые пластиковые элементы для самого разного использования (ручки, кронштейны, детали мебели и т.п.)
Возможности просто не ограничены – ваша фантазия, ваше чутье и желание!
Схема работы
Для начала вы должны определиться с товаром, который вы хотите изготавливать на продажу. Он может быть целиком напечатан на 3Д принтере (сувениры, бижутерия) или только отдельные его части. Остальные детали вам нужно будет закупить.
Необходимо сделать пробный экземпляр, при необходимости внести коррективы. В этом отлично помогает 3Д моделирование. Можно воспользоваться и 3Д сканированием для получения готовых форм.
Готовая модель отправляется в 3D Services. Наши специалисты оценивают ее, проверяют на наличие ошибок. С вами обсуждаются характеристики готовых изделий, цвет, материал и т.п.
Когда модель будет напечатана, вы сможете ее забрать и собрать первый образец. Далее дело за малым – фотографируете, снимаете видео и выставляете на продажу. Не забудьте про упаковку!
Желательно, чтобы у вас был сформирован некоторый запас товаров, так как покупатели не любят ждать.
Наши специалисты готовы оказать вам помощь в 3Д моделировании, ответить на все ваши вопросы. 3D Services с удовольствием станет для вас контрактным производством – надежной производственной площадкой! С нашей помощью вы сможете открыть свой бизнес при минимуме вложений![/vc_column_text][/vc_column][/vc_row]
3Д сканирование используется уже практически повсеместно, буквально во всех отраслях жизнедеятельности человека. С каждым годом оборудование совершенствуется, позволяет получать все более точные и качественные 3Д модели. Но у всех них есть один недостаток – высокая стоимость (3D сканирование телефоном). Далеко не каждый энтузиаст может позволить себе приобрести для своих личных нужд дорогое оборудование. Даже профессиональны не все могут купить 3Д сканер. Однако технологии не стоят на месте и у вас в руках легко может оказаться портативный карманный 3Д сканер и его роль будет играть ваш смартфон.
Встроенный 3Д сканер
В настоящее время все современные смартфоны оснащаются хорошими камерами высокого разрешения. А некоторые в дополнение имеют датчики, которые позволяют производить замеры расстояния между точками. В частности, последние модели iPhone оснащены датчиком под названием LiDAR. Он позволяет точно производить замеры. Технология широко применяется в производстве беспилотников и позволяет им избегать столкновений с различными объектами. Также данная технология применима в геодезии и картографии. В смартфоне стоит не самый мощный датчик, но и он может быть полезен.
Приложения для 3Д сканирования на iPhone
Сам по себе он функционировать не будет – необходимо скачать приложение. И тут открывается большой выбор. Как показала практика, наиболее интересное из них Scaniverse. Но оно использует не только LiDAR, а сочетает его с фотограмметрией. В результате получается оцифровка вполне приемлемого качества. Многое зависит от конкретной модели и уровня ее сложности.
3D Scanner App – второе подобное приложение. Оно позволяет быстро получать 3Д модели помещений и качество также вполне приемлемое.
Приложения для 3Д сканирования на Андроид
Для телефонов на базе Андроид также есть несколько приложений с аналогичными функциями. Многие производители, в частности Samsung, Lenovo, также оснастили свои последние линейки смартфонов датчиками для 3Д сканирования. Другие производители также не отстают от последних тенденций.
На рынке приложений для Андроид также есть разные варианты:
RealityScan
RealityCapture
3D scanner by Dozeno3D
Handy 3D Scanner
3D Scanner Pro
3D Scanner for ARCore
Scann3D
Qlone и другие.
Они отличаются требованиями, некоторые бесплатные, другие платные, но функционал у них практически у всех одинаковый.
Дополнительные устройства для 3Д сканирования
Еще один вариант превращения смартфона в 3Д сканер – это его дооснащение. Система напоминает привычный всем эндоскоп, который подключается к смартфону и через приложение позволяет получать снимки. Это может быть сторонний ToF сенсор, например, Scandy Pro. Заявленная точность такого «оборудования» составляет 0,3мм. Также есть компактный мини-сканер Eora 3D. Он ориентирован на модели айфона, но стоит относительно недорого. Управление осуществляется посредством блютуза. Максимальный размер сканируемого объекта составляет 200 мм.
Возможности 3Д сканирования телефоном: может ли он заменить 3Д сканер?
Этот вопрос волнует многих. Как показали опыты, полноценно заменить 3Д сканирование профессиональным оборудованием смартфон не может – качество все же не самое высокое. Но для простого обывателя это может оказаться самый простой способ получения цифровой модели для ее последующей обработки в программе по 3Д моделированию. К тому же этот метод получения снимков очень быстрый и всегда под рукой. Себестоимость, учитывая, что покупать дорогостоящий сканер нет нужды, так же является преимуществом.
3Д сканирование телефоном больше применимо к помещениям и результат вполне неплохой – можно заниматься дизайном интерьера.
Также это открывает возможности дополненной реальности, что активно тиражируется, рекламируется и уже широко используется людьми. Это погружение в виртуальный мир с присоединением его к существующей реальности в режиме реального времени. Это очень интересно и увлекательно.
Надеемся, что в будущем нас ждут новинки, которые смогут порадовать лучшим качеством и у каждого в руке или кармане будет не только портативная камера высокого разрешения для съемки фото и видео в режиме 4К, но и удобный и доступный 3Д сканер!
А если вам необходимо высокоточное и качественное 3Д сканирование объекта любого масштаба, от самого маленького до габаритного, то вы всегда можете обратиться в 3D Services. Профессиональное оборудование и опытные, квалифицированные инженеры к вашим услугам![/vc_column_text][/vc_column][/vc_row]
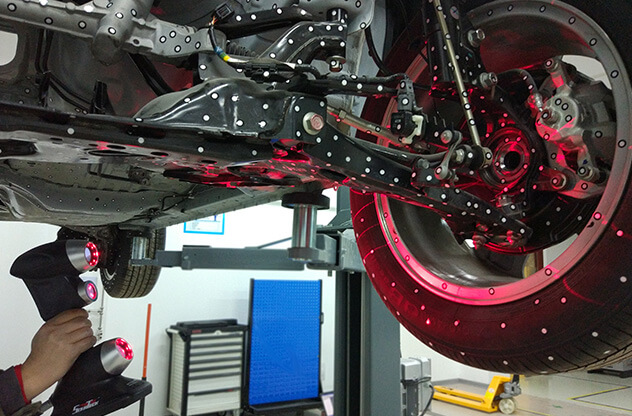
3Д-технологии очень широко используются в промышленности и, в частности, автомобилестроении. Не обходится без них и в сфере ремонта автомобилей. Особого внимания заслуживает кастомизация машин – автотюнинг, где в последнее время все активнее и активнее применяют 3Д-сканирование и 3Д-печать.
Тюнинг автомобиля или автотюнинг – это доработка, усовершенствование автомобиля с технической и визуальной стороны. Для многих это стало не только профессией, но и увлечением, которые собирают энтузиастов со всего мира.
Раньше все процессы в тюнинге выполнялись строго вручную. В результате часто возникали ошибки, которые приводили к изменениям аэродинамики, поломкам и ухудшению внешнего вида машины. Сейчас специалисты и энтузиасты активно используют современные технологии, в частности 3Д сканирование и 3Д моделирование.
Преимущества использования 3Д-сканирования в тюнинге авто
3Д сканирование в тюнинге позволяет:
повысить точность проектирования;
избежать ошибок и просчетов;
сократить время решения сложных задач;
точно и четко визуализировать результат работ.
Благодаря 3Д сканерам многие процессы в ответственной и сложной работе удается автоматизировать и, тем самым, добиться высокой точности, при снижении себестоимости при разработке.
Таким образом, 3Д сканирование – это метод, который стал в последние годы незаменимым инструментом специалистов, занятых в автомобильной сфере, причем как производственной, так и кастомной тюнинговой.
Объекты 3Д сканирования
Автотюнинг – это в первую очередь изменение технических характеристик автомобиля. Поэтому 3Д сканированию может быть подвержена любая часть авто. Наиболее часто специалистам 3D Services приходится работать со следующими объектами:
кузов целиком;
подвеска;
крылья;
бампер;
салон и его отдельные детали и т.д.
Оцифровка геометрии кузова автомобиля или его узлов, частей, салона позволяет получить максимально точные данные, что в свою очередь исключает или существенно минимизирует возможные ошибки, способные негативно повлиять на ходовые качества авто и его безопасность.
Немаловажно и то, что 3Д сканирование предоставляет качественную базу для визуализации будущих изменений. Их могут увидеть как специалисты, которым предстоит воплощать их в реальность, так и клиенты, пользователи. С точки зрения оказания услуг – это отличная возможность для обоснования тюнинга. И лучше, если эту работу выполняют опытные специалисты при помощи качественной техники.
3Д сканирование для автотюнинга в 3D Services: опыт и профессионализм
В 3D Services вы можете заказать 3Д сканирование для нужд тюнинга автомобилей. Наши специалисты, оснащенные самым современным оборудованием способны решать задачи любого масштаба: могут отсканировать как автомобиль целиком, так и отдельные части или узлы. Все что вам нужно – связаться с нашими менеджерами и обсудить детали. Мы готовы приехать к вам в салон или на объект. Выезд инженера оговаривается отдельно и подбирается удобное время.
Остались вопросы? Мы всегда готовы ответить! Позвоните нам или напишите на почту!
3D сканирование оборудования, узлов производственных линий
Основной ресурс промышленных предприятий – это оборудование и производственные линии. Так уж сложилось, что большинство из них иностранного производства. В свете последних событий и санкционного давления многие предприятия столкнулись с проблемой поставок запасных частей. А постоянно используемая техника имеет износ. Приходится как-то решать проблемы и на помощь приходит реверс-инжиниринг и 3Д сканирование.
Как это работает?
Любое промышленное оборудование имеет ряд деталей и узлов, которые изнашиваются или выступают в качестве расходного материала. При помощи 3Д сканирования можно получить высокоточные данные для проведения реверс-инжиниринга. То есть на основании сканов можно сделать высокоточные чертежи промышленного оборудования, деталей и узлов. А уже на основании готовых чертежей заказать изготовление.
Такой подход позволяет избежать длительных простоев оборудования и снизить себестоимость запчастей. Именно так работает импортозамещение в современных реалиях.
Преимущества использования 3Д сканирования
Использование 3Д сканирования для реверс-инжиниринга в отношении деталей и узлов производственных линий обладает массой преимуществ:
замеры с микронной точностью;
качественное трехмерное изображение, которое может использоваться для создания выжигаемых литьевых форм;
сжатые сроки получения сканов и изготовления необходимых деталей;
возможность оцифровки как небольших и малых частей, так и крупных узлов;
точная передача геометрии.
На деталях с высоким износом возможна доработка методом 3Д моделирования для достижения наилучшего результата. Для этого может быть осуществлено дополнительное 3Д сканирование ответной части или других комплектующих узла, для точной трехмерной сборки и проверки. Используя метод 3Д печати можно создавать образцы в масштабе и даже модернизировать линии, внедрять собственные разработки. Отечественные инженерные кадры, которые работают на производствах не менее талантливы и способны внедрять собственные разработки, делать производство более эффективным. За счет всех этих манипуляций можно существенно снижать себестоимость производства.
Профессиональное 3Д сканирование промышленных линий и оборудования
Приобретение дорогостоящего оборудования и содержание в собственном штате оператора, инженера, которые будут заниматься 3Д сканированием – дорогостоящее удовольствие. Такой подход не является целесообразным для большинства промышленных производств. Самое доступное и правильное решение – обратиться за помощью к специалистам в данной сфере.
Компания 3D Services предлагает свои услуги в области 3Д сканирования деталей и узлов промышленного оборудования и производственных линий. Мы готовы взять на себя и качественно. В самые сжатые сроки выполнить:
выездное 3Д сканирование – работа непосредственно на промышленном объекте в оговоренное время;
3Д сканирование небольших деталей непосредственно в нашем офисе.
У нас есть опыт в данной сфере и необходимое профессиональное оборудование – 3Д сканеры высокого разрешения. Все это позволяет нам качественно и оперативно решать поставленные задачи любой сложности. Наши специалисты готовы оказать всестороннюю поддержку в реверс-инжиниринге: изготовление чертежей, обработка 3Д сканов, моделирование и т.д.
Если у вас есть вопросы, вы всегда можете проконсультироваться у наших менеджеров. Напишите или позвоните нам! Мы с удовольствием вам поможем![/vc_column_text][/vc_column][/vc_row]
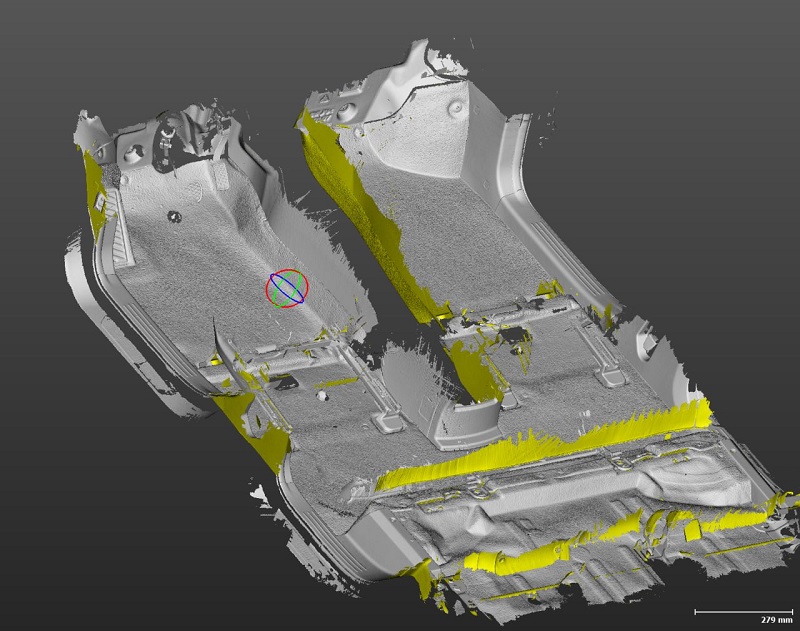
3D сканирование пола автомобиля под производство ковриков
Эксклюзив, индивидуальность, кастомизация, тюнинг – все это не просто модные слова. В век технологий каждый стремится одеться в индивидуальную одежду, окружить себя стильным интерьером, желательно продуманным и созданным под заказ (3D сканирование пола автомобиля под производство ковриков). Все эти тенденции находят отражение и в области автомобилей и, в частности, дизайна интерьера салонов машин. И здесь есть где разгуляться!
Одно из направлений – изготовление ковриков автомобиля под заказ, которое в последнее время пользуется особой популярностью.
Изготовление ковриков для автомобиля
Еще не так давно компании и ателье, которые занимались производством автомобильных ковриков под заказ, проектировали при помощи картона, кальки и обычных ножниц. Действовали просто – шаблон для коврика вырезался из картона прямо по автомобилю. Этот шаблон и служил своеобразной выкройкой.
Когда технологии стали более совершенными этот шаблон из картона переводили в электронный вид. А затем отправляли на производство. Именно так все работало еще лет 10 назад.
Сейчас мир охватили 3Д технологии и для проектирования на начальном этапе используют 3Д-сканирование. И этот метод обладает рядом преимуществ.
Преимущества 3D сканирования в изготовлении ковриков для авто
Сокращение сроков проектирования в несколько раз;
Увеличение точности и идеальной посадки готовых ковриков за счет высокоточных измерений;
Широкий спектр использования полученных цифровых моделей: шаблон, выкройка, формобразующие матрицы для фрезеровки или литья.
При этом лучше пользоваться услугами специалистов в области 3Д сканирования и на это есть ряд причин:
Работать в большинстве случаев приходится в ограниченном пространстве, ведь очень редко владельцы или дилеры соглашаются демонтировать сидения.
Цвет штатного ковролина в большинстве случаев черный и матирующий спрей тут не поможет. Приходится сканировать абсолютно черный объект, геометрия которого не настолько хорошо выражена. Это доступно не каждому оборудованию и не каждый его оператор может справиться с задачей.
Заказать 3D сканирование пола автомобиля в 3DServices
Компания 3D Services располагает необходимыми квалифицированными кадрами и современным 3Д сканером, который справится с этой сложной задачей — Artec Eva. Наши сотрудники обладают богатым опытом именно в 3Д сканировании пола в салоне автомобиля. Мы готовы приехать к вам и произвести все необходимые работы.
В результате вы получите высокоточный и качественный трехмерный снимок в формате STL, который может использоваться в проектировании кастомных автомобильных ковриков.
Свяжитесь с нашими специалистами. Они с большим удовольствием ответят на все интересующие вас вопросы. Вы можете сделать это любым удобным вам способом: по телефону или электронной почте! Раздел контакты[/vc_column_text][/vc_column][/vc_row]
Оцифровка различных объектов при помощи 3Д сканера используется очень широко. Стандартное 3Д сканирование позволяет хорошо передать лишь геометрию объекта, создать его точную по форме 3Д модель. Для передачи цвета необходимо использовать специальное оборудование с поддержкой захвата текстур – это цветное 3Д сканирование.
В компании 3DServices вы можете заказать 3Д сканирование с текстурой. Наши специалисты профессионально выполнят оцифровку объекта с точной передачей цвета.
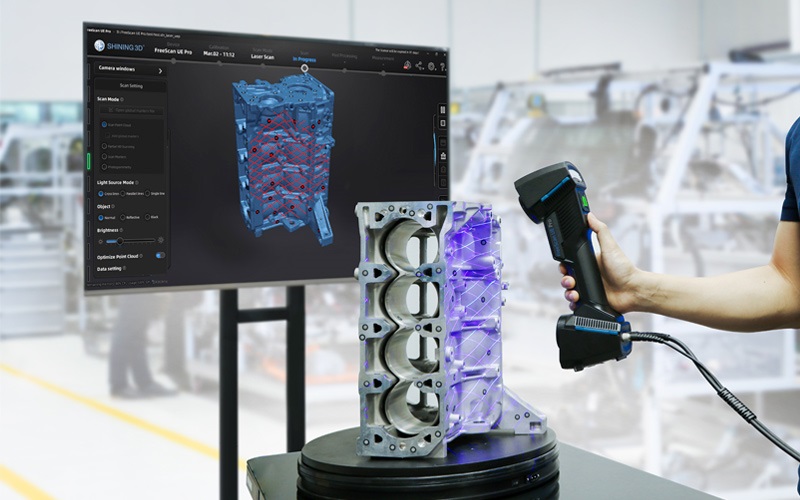
Как это работает?
Работа осуществляется по отточенной технологии, для чего необходимы 3Д сканер и специальная программа. Оператор сканирует объект, используя оборудование с поддержкой захвата текстур. При этом выбирается специальный режим. Дополнительно, особенно при работе с крупными объектами для минимизации накопленных ошибок, могут использоваться маркеры, координатные точки. Это необходимо для повышения точности.
Изображение, а точнее, облако точек, отображается на экране в специальной программе. При возникновении пропусков, серьезных артефактов, процесс может быть повторен. Далее в ручном или автоматическом режиме производится склейка сканов, удаляются шумы и лишние захваченные детали. Готовая модель сохраняется в формате STL.
Сферы применения
Трехмерное сканирование широко востребовано в самых разных отраслях, а технологии захвата текстур позволили еще больше расширить сферы использования:
Технология активно используется в дизайне, маркетинге и рекламе, тюнинге, производственной и промышленной сфере, инженерии и проектировании, сувенирной отрасли, в музейном деле и научных лабораториях.
Цветной 3D скан – это основа для дальнейших манипуляций:
3Д-сканирование с текстурой поддерживает далеко не каждый 3Д-сканер. В 3DServices для этой цели используется ручной Artec Eva. Оборудование позволяет быстро получать высококачественные цветные модели. Процесс сканирования отображается на экране компьютера, что позволяет полностью контролировать работу.
Artec Eva заточен под работу с крупными объектами, поэтому сканирование с текстурой мы не осуществляем для мелких моделей.
Заказать 3D сканирование с текстурой в 3D Services
В компании 3D Services работают высококвалифицированные специалисты, которые в арсенале имеют профессиональное оборудование. Мы можем предложить вам разное решение ваших задач, потому всегда рады проконсультировать по любым вопросам, связанным с 3Д-сканированием, 3Д-моделированием и 3Д-печатью.
Наши сотрудники готовы выполнить качественное 3Д сканирование с текстурой при помощи сканера Artec Eva. Объект можно привезти к нам в офис или заказать выезд инженера к вам на объект.
Мы гарантируем вам качественный результат – готовая цветная 3Д-модель, в максимально сжатые сроки! Остались вопросы? Не стесняйтесь их задавать! Оставьте свои контактные данные или напишите нам на почту!
Одна из самых доступных и бюджетныхтехнологий 3Д печати – LCD (3D печать на заказ смолой). Она заключается в отверждении под действием света фотополимерной смолы. И такая печать имеет массу преимуществ, которые и определили ее востребованность и популярность во всех сферах жизнедеятельности человека!
Суть технологии 3Д печати LCD
Технология 3D печати LCD предполагает послойное отверждение фотополимерной смолы. LCD-принтер состоит из следующих базовых элементов:
корпус;
источник света на светодиодах;
ЖК-матрица;
ванночка с фотополимерной смолой.
В емкость наливается фотополимерная смола, в которую будет погружаться платформа и послойна формироваться модель. После того как платформа опустится в ванну, УФ-светодиоды и матрица облучают материал. Матрица необходима для формирования изображения печатного слоя. Платформа поднимается и процесс повторяется, пока изделие не будет готово полностью.
Преимущества LCD-печати
Технология печати этого типа обладает массой достоинств, среди которых стоит выделить:
высокую детализацию;
отсутствие искажений на краях модели;
высокая скорость печати;
широкий ассортимент фотополимерных смол с разными характеристиками.
На сегодняшний день LCD – это самая бюджетная технология фотополимерной печати. Скорость и качество печать будут напрямую зависеть от параметров строенной в принтер матрицы.
Сферы применения технологии LCD
LCD-печать получила очень широкую востребованность в самых разных областях:
В 3Д Сервис печать по технологии LCD осуществляется на 3D принтере Anycubic Photon Mono X 6K
Характеристики оборудования: Anycubic Photon Mono X 6K
9,1-дюймовой монохромной матрицей: разрешение 6К, контрастность 380:1, светопропускание 6,5%;
областью печати 197х120х245 мм;
линейными направляющими высокого качества с двумя OZ осями с POM-гайками усиленного типа против износа;
печатной платформой с лазерной гравировкой с прекрасными адгезивными качествами и улучшенной плоскостностью.
Все это обеспечивает высокую скорость печати и впечатляющую производительность. Скорость достигает 15-60 мм в час. При этом готовым изделиям свойственна высокая степень детализации и точности. Печать равномерная с высокоточной проработкой мельчайших деталей.
Модель открывает широкий спектр универсальных возможностей для реализации сложных проектов. Это надежный, высокопроизводительный принтер вполне может использоваться для мелкосерийного производства.
Как заказать 3D печать по технологии LCD?
Все что вам нужно сделать – это прислать нам на почту zakaz@3d-services.ru модель или обсудить с нашими сотрудниками ваш заказ по телефону 8(495)134-56-42. Наши специалисты подберут наилучший способ печати под ваши задачи. Мы готовы ответить на любые вопросы, связанные с 3Д печатью, сканированием и моделированием!
Работа с натуральной кожей – это потрясающий творческий процесс, который позволяет создавать уникальные, долговечные и практичные вещи. Они выглядят дорого и презентабельно. В арсенале кожевенных дел мастеров очень много инструмента. Причем большая его часть не менялась веками. Однако современные технологии и здесь приходят на помощь. В частности, тот же степлер, помогает в формовке и натяжке кожи. Но в любом случае не обойтись без матрицы или формы, которую вы хотите обтянуть кожей.
Если речь идет о стандартных изделиях, то часто используются обычные выпиленные деревянные бруски. Но когда нужно обтянуть кожей уникальный предмет нестандартного размера, то нужно как-то создать форму с нуля. И здесь на помощь приходит 3Д печать.
Примеры изделий из формованной кожи
Формованная кожа используется для создания различных чехлов:
ножны для кинжала или ножа;
футляр для кейса беспроводных наушников;
футляр для брендовой зажигалки;
футляр для оружия и т.д.
Фактически перечень изделий действительно огромный, ограничивается лишь фантазией.
Для создания матрицы нужно смоделировать в специальной программе готовую модель, точно повторяющую форму изделия. Здесь на помощь может прийти 3Д сканер, который поможет оцифровать объект и соблюсти его точные размеры, геометрию. С оцифрованного объекта можно удалить ненужные детали.
Далее осуществляется 3Д печать. Рекомендуется использовать прочный пластик и большой % заполнения. Хрупкие варианты, могут не выдержать давления и лопнуть. Модель должна быть полнотелой и иметь достаточную толщину стенки и повторять форму изделия.
Технология натяжки кожи
Есть несколько вариантов натяжки. Выбор той или иной технологии зависит от размера изделия и его особенностей:
Матрица может иметь форму привычных пялец для вышивки. В этом случае кусочек увлажненной кожи укладывается и фиксируется второй частью. В этом случае могут использоваться обычные струбцины, которые надежно закрепят формы между собой, создав тем самым натяжение.
Готовая форма помещается на куске фанеры и закрепляется на ней. Кусочек кожи тщательно смачивается и фиксируется с одной стороны изделия при помощи степлера. Далее с легкой натяжкой и выглаживанием кожи специальной гладилкой (как правило, из вощеного дерева, но можно и напечатанной пластиковой), коже придается нужная форма с фиксацией степлером прямых линий. Особое внимание уделяется углам. В конце кожу дополнительно фиксируют скобами и оставляют на время.
Еще один вариант – укладка увлажненного куска кожи на матрицу, выглаживание по всем деталям специальным инструментом и укладка под пресс. В этом случае удобно использовать песчаный пресс, который позволит создать нужное давление и натяжку кожи. Эта технология ближе к холодному тиснению.
3Д печать форм для натяжки кожи
Преимущества 3Д печати форм для кожи:
любая геометрия;
высокая точность;
возможность добавления мелких деталей;
высокая скорость изготовления формы;
надежность, практичность и простота;
широкий перечень материалов позволяет подобрать вариант с нужными характеристиками;
многоразовость форм.
Специалисты нашей компании готовы помочь вам с моделированием и 3Д печатью матриц для формовки кожи. Мы создадим для вас уникальные модели, с помощью которых вы сумеете сделать еще более уникальные и оригинальные изделия из кожи. Для этого у нас в арсенале современные 3Д принтеры, в том числе и промышленного назначения, и широчайший перечень материалов для 3Д печати.
Все что вам нужно, это прислать нам на электронную почту готовую 3Д модель в формате STL. Наши специалисты могут выполнить и моделирование по вашим эскизам или фотографиям. Также в арсенале есть разнообразные 3Д сканеры для быстрой оцифровки изделий.[/vc_column_text][/vc_column][/vc_row]
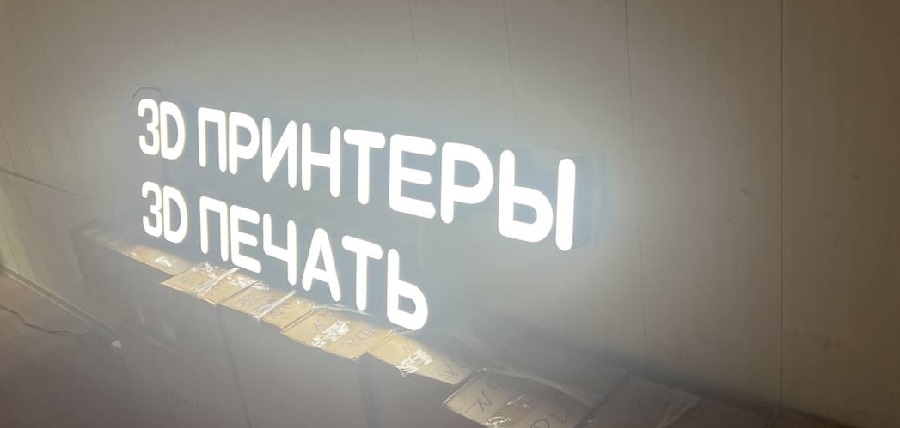
Одной из самых широких областей применения 3Д печати является реклама, которая включает в себя брендирование (3D печать букв для вывески). Современные 3Д принтеры позволяют воплотить в реальность самые сложные и оригинальные задумки, способные привлечь внимание потребителей яркостью, красотой и креативом. Одной из новинок в области рекламы и брендинга являются вывески и объемные буквы, напечатанные на 3Д принтере.
Компания 3DServices оказывает услуги 3D-печати объемных букв для интерьерных и наружных вывесок. Выполним 3D-печать качественно, быстро, доступно! Мы можем напечатать, как простые буквы, так и изделия для оснащения их LED-подсветкой. Никогда еще это не было так доступно!
Преимущества печати букв на 3D-принтере
возможность оснащения светодиодной подсветкой (полной, контражурной или частичной);
эстетичность в материалах;
широкий спектр материалов с разным спектром светорассеивания;
возможность реализации самых геометрически сложных, резных и ажурных элементов;
эксплуатационная стойкость: стабильность формы, ударная прочность, термическая стойкость;
доступная стоимость;
короткие сроки изготовления.
Технология может использоваться как для интерьерной рекламы, так и наружной. Это делает ее универсальной в своем роде и позволяет существенно снижать затраты, расширяя спектр применения. Стоимость при этом будет ниже на 15-20% по сравнению с классической технологией изготовления из акрила.
Заказать 3D-печать объемных букв на принтере
В компании 3DServices вы можете заказать 3Д печать объемных букв или других элементов вывески, которые сделают ее уникальной и выделят на фоне других. В нашей компании есть необходимое оборудование, которое позволяет нам добиваться высококачественного результата – букв с гладкой поверхностью, в том числе и светопропускающей.
В сфере наружной и интерьерной рекламы используются профессиональные крупноформатные модели 3Д принтеров, например:
Creatwit Industrial Led Letter 3D Printer K6;
FlashForge AD1 Channel Letter;
Это FDM-принтеры, которые изначально заточены под данную область применения, то есть созданы под все требования, предъявляемые в сфере рекламы и брендинга. Технология FDM на данный момент является самой дешевой и одновременно самой широко распространенной, максимально изученной и усовершенствованной. Таким образом 3Д печать – это превосходная альтернатива классическим методам наружной рекламы, которые требуют больших финансовых, временных и трудовых затрат.
Чтобы заказать 3Д печать объемных букв, нужно оставить заявку на сайте через специальную форму, позвонить нашим специалистам по телефону +7(495) 134-56-42 или написать нам на электронную почту zakaz@3d-services.ru. Мы будем рады помочь вам с реализацией вашей задумки![/vc_column_text][/vc_column][/vc_row]

































































 Преимущества LCD-печати
Преимущества LCD-печати