Применение 3D печати в военной промышленности и обороне
Военная отрасль всегда была впереди по использованию самых передовых технологий. Именно в этой сфере, под грифом «секретно» начинают появляться и активно применяться различные технологии, которые становятся доступными простым потребителям только спустя долгие годы (Применение 3D печати в военной промышленности).
Не отказались военные и от использования 3Д печать в своих нуждах. Так чем же может помочь 3Д печать военным?
Производство вооружения и боеприпасов с помощью 3D печати
3Д печать позволяет существенно ускорить процесс проектирования и производства. При этом можно своевременно вносить изменения. Таким образом, на исследования уходит куда меньше времени и конкретные оружейные элементы могут поступать на вооружение или испытания намного быстрее. Многие компании в России уже перешли на 3Д печать не просто мастер-моделей для литья, но и отдельных частей изделий.
Создание прототипов и функциональных деталей для авиации
3Д печать позволяет создавать не просто прототипы и миниатюры летательных объектов, в том числе и моделей крупных самолетов, но и печатать детали, корпусы для беспилотников или дронов. Эта техника уже давно взята на вооружение армиями по всему миру, а 3Д печать сделала их более доступными, маневренными. Опять же в данной сфере 3Д печать позволяет проводить экспериментальную деятельность, для достижения самых высоких показателей по эффективности конечного изделия.
Ракетно-космическая промышленность
Данная сфера уникальна тем, что в ней практически ничего не поставлено на поток, но проходит тщательную проработку, опыты, допуски. При помощи всех технологий 3Д печати могут создаваться различные элементы, начиная прототипами для стендовых испытаний и заканчивая готовыми элементами ракет и элементов техники и снаряжения для космоса.
Преимущество использования 3Д технологий заключается не только в скорости, но и в устранении необходимости в посреднике. То есть для производства ряда деталей, тестов не требуется привлекать сторонних подрядчиков. Все изделия могут изначально проектироваться и производится на месте. И в этом случае ключевым фактором будет минимизация утечки информации.
Ремонт и оперативное снабжение в полевых условиях
Армия требовательна и в области снабжения. И это касается не только продуктов и боеприпасов, но и запчастей к технике. Где же их достать в сложных условиях? Особенно, когда техника изначально заграничного производства. И здесь снова на помощь приходят 3Д технологии. Любая деталь может быть отсканирована и распечатана. Так сказать, используется реверс-инжиниринг. Это выгодно и эффективно.
В целом 3Д технологии и в частности 3Д печать прочно вошли во все сферы жизнедеятельности человека. Даже дети играются с 3Д принтерами, развивая свои творческие способности. А поэтому за 3Д технологиями не будущее, потому что это будущее уже наступило, оно стало реальностью для всех!
[/vc_column_text][/vc_column][/vc_row]
Отправить запрос на расчет 3D-печати или 3D-сканирования
Кондукторы, оснастка или различные приспособления – это элементы, которые позволяют обеспечить удобную, точную и быструю сборку, обработку, покраску и прочие манипуляции (Изготовление кондукторов методом 3D печати). Такие элементы играют важную роль особенно в мелкосерийном и эксклюзивном, индивидуальном производстве, ведь в таких случаях приспособления, кондуктора или оснастка должны быть созданы индивидуально. И здесь на помощь приходит 3Д печать.
Что такое кондуктор и зачем он нужен?
Кондуктор в области машиностроения представляет собой специально станочное приспособление, которое позволяет надежно закрепить изделие для проведения определенных манипуляций. На практике это может быть паз, в который вставляется изделие для точного высверливания отверстий или сборки.
Такие приспособления получили широкое распространение в мелкосерийном производстве, так как они позволяют не только облегчить труд, но и повысить его производительность. Остается одна загвоздка – нужно произвести такой кондуктор, который будет соответствовать конкретному изделию.
Метод обычного литья в данном случае не подходит, так как это сложно, дорого и долго. В таком случае идеальным может быть 3Д печать.
Преимущества изготовления оснастки и кондукторов методом 3Д печати
Существенная экономия времени – кондуктор или оснастка могут быть изготовлены буквально за день-два.
Дешевизна – литье обойдется намного дороже. Как показывает практика 3Д печать обходится примерно в 8 раз дешевле формовки или литья.
Широкие возможности – можно вносить изменения, быстро реагировать на изменяемые требования, по ходу вносить корректировки в производственный процесс по желанию заказчика.
Независимость – нет нужды нанимать подрядчика, который будет отвечать за разработку, отработку мастер-модели, литье и формовку.
Таким образом, 3Д печать открывает новые уникальные возможности для любого производства, помогает сделать его более эффективным и производительным.
Процесс изготовления кондуктора на 3D-принтере
Для того, чтобы наглядно продемонстрировать выгодность решения, возьмем в качестве примера изделия условный блок под названием «приспособа», которая требуется для надежного закрепления при высверливании отверстий и последующей сборки. Для этого в ней должны прочно, надежно и точно фиксироваться начальные обрабатываемые изделия.
Классический метод предусматривает изготовление методом литья из металла, в крайнем случае методом фрезеровки. Стоимость изделия составляет от 10 000 руб. Аналогичное изделие может быть напечатано из инженерного ABS. Для надежности «приспособа» может быть дополнена некоторым количеством болтов. В результате получается надежный и прочный аналог по стоимости не более 2 000 рублей. Выгода очевидна!
Для того, чтобы заказать 3Д печать кондуктора, необходимо прислать на почту готовую модель. Наши специалисты учтут все особенности и обсчитают стоимость изделия. Наши сотрудники также готовы помочь с 3Д проектированием, чтобы ваше изделие максимально отвечало всем требованиям.
Расчет стоимости и сроков изготовления
Компания 3DServices делает 3Д печать доступной каждому. Остались вопросы? Свяжитесь с нашими специалистами через форму на сайте, по телефону +7(495) 134-56-42 или по электронной почте zakaz@3d-services.ru[/vc_column_text][/vc_column][/vc_row]
Отправить запрос на расчет 3D-печати или 3D-сканирования
Сельское хозяйство уже давно перестало быть низкотехнологичным. Наоборот, эта отрасль с каждым годом становится все более оптимизированной. Обычные фермеры работают над повышением производительности и облегчением труда. Научные институты разрабатывают новые более эффективные методы работы (3D печать в сельском хозяйстве). Неудивительно, что и 3Д технологии нашли применение и в сельском хозяйстве.
Примеры использования 3D принтеров в сельском хозяйстве
В штате Миннесота работает компания GVL Proto Poly, которая с 2012 года занялась сельским хозяйством. Свое решение компания мотивировала тем, что в данной отрасли используется большое количество узкоспециализированных машин, которые нуждаются не только в регулярных ремонтных и сервисных работах, но и модернизации. Именно поэтому в компании решили использовать 3Д печать, поскольку только данные технологии могут предложить огромное число настроек и эксклюзивность в купе с адекватной стоимостью прототипа, большей вариабельностью. Для своей работы специалисты организовали огромный 3Д принтер, который занимает целую комнату. Печать порой занимает целый день, но и это быстро, ибо ожидание поставки детали, ее проработка раньше занимали месяцы.
Отдельного внимания заслуживает тесное сотрудничество с фермерами, которые помогают усовершенствовать имеющуюся технику, модернизировать ее. Именно фермерам приходится работать с техникой каждый день и именно они владеют практическими навыками, видят то, что можно улучшить, чтобы получить максимальную результативность.
Спрос на уникальные, индивидуальные решения для фермеров неуклонно растет. А весь в самом начале никто не верил в успех GVL Proto Poly на данном поприще.
В России данный кейс пока еще находится в зачаточном состоянии, но и тут есть определенные подвижки.
Запчасти для сельхозтехники: ремонт и адаптация с 3D печатью
Федеральный научный агроинженерный центр «Всероссийский институт механизации» активно занимается разработками и внедрением различного вида техники в сельское хозяйство. Это крупный центр, который с 2018 года активно использует в своей работе 3Д печать и 3Д сканирование. Именно это оборудование позволило сократить время с разработки, до появления первых, в том числе и функциональных прототипов. На данный момент парк 3Д принтеров ВИМ включает несколько моделей:
Таким образом печать ведется по нескольким технологиям: FDM, SLA, SLS. Таким образом удается решать практически все поставленные задачи с максимальной эффективностью. Во-первых, устройства имеют разные рабочие объемы, во-вторых, работают с разными по своим характеристикам материалами. Это позволяет создавать не только функциональные прототипы изделий, частей механизмов, но и экспериментальные партии корпусов, кронштейнов, мастер-модели для литья.
С помощью данного оборудования можно изготавливать как прототипы техники, так и оборудование для тестирования решений, в частности доильных установок и т.п.
Возможности 3Д печати в сельском хозяйстве
Можно уверенно говорить о высокой эффективности использования 3Д печати в сфере сельского хозяйства. (Еще больше статей про различные сферы применения можно найти ТУТ). Но эти возможности открыты не только перед крупными научными институтами и компаниями, но и перед простыми обывателями, индивидуальными хозяйствами. Главное преимущество 3Д технологий в их доступности.
Если у вас есть какие наработки, чертежи, вы хотите воплотить в реальность уникальное решение, модернизировать имеющееся оборудование. А может у вас просто вышла из стоя какая-либо деталь, а ждать ее из-за рубежа очень долго, а ведь в сельском хозяйстве на счету каждый час, не то что день, то в любом из этих случаев может прийти на помощь 3Д печать.
Заказать 3D-печать для сельского хозяйства
Компания 3DServices делает 3Д печать доступной каждому. Остались вопросы? Свяжитесь с нашими специалистами через форму на сайте, по телефону +7(495) 134-56-42 или по электронной почте zakaz@3d-services.ru[/vc_column_text][/vc_column][/vc_row]
Отправить запрос на расчет 3D-печати или 3D-сканирования
Ремонт бытовой техники с помощью 3D-печати и 3D-сканирования
Как связаны между собой ремонт бытовой техники и даже автомобилей с 3Д технологиями? Очень даже тесно! При помощи 3Д сканирования можно получить цифровую копию детали, а 3Д принтер напечатает ее материалом с нужными характеристиками (Ремонт бытовой техники с помощью 3D-печати).
Данная процедура ранее использовалась в большинстве случаях на предприятиях в научных центрах. Называется она реверс-инжиниринг с последующим изготовлением. Так можно было получить утраченные чертежи изделия, запустить опытный образец в производство. В силу последних событий данная процедура становится актуальной и для простого обывателя, ведь 3Д сканирование и 3Д печать позволяют изготовить деталь или запчасть практически любого механизма, тем более бытовой техники.
Преимущества 3Д сканирования и 3Д печати в области ремонта
Любые даже самые надежные части механизмов имеют свойство изнашиваться, а это может приводить к поломкам. Порой поломки возникают из-за ошибок эксплуатации или случайно. В таких случаях люди прибегают к ремонту техники. Однако заказать деталь и ждать месяц, два готовы далеко не все. А иногда заказ детали попросту невозможен в силу разных причин (снятие с производства, экономические санкции и т.д.).
Какие детали для бытовой техники можно напечатать на 3D-принтере?
3Д-сканирование и 3Д печать позволяют получить максимально точную копию изделия даже самой сложной геометрии. Для редких деталей и эксклюзива, который в настоящее время не производится, данное решение может быть даже единственным. Современные технологии позволяют воспроизводить любые детали:
шестеренки;
прокладки;
кнопки;
части корпуса;
крышки и колпачки;
стопоры;
и любые другие изделия даже самой сложной геометрии.
Широкий спектр материалов позволяет печатать изделия с необходимыми характеристиками, в том числе резиноподобные, высокопрочные, стойкие к истиранию, механическим нагрузкам, действию масла и кислот, термостойкие и т.д. Специалист грамотно подберет оптимальный материал для 3Д печати.
сокращение сроков – не надо ждать поставки детали из-за границы;
идеальное соответствие;
доступная стоимость;
широкий спектр материалов, а в некоторых случаях и возможность выбора расцветки;
практически отсутствие ограничений по размерам и геометрии деталей.
Заказать 3D печать и 3D сканирование для ремонта
В компании «3Д Сервис» ы можете заказать копию необходимой вам детали. Мы можем отсканировать редкие детали, изношенные, сломанные. Также мы можем создать 3Д модель на основе полученных 3Д сканов, подобрать оптимальный по характеристикам материал и распечатать изделие на 3Д принтере.
Для того чтобы уточнить детали вам необходимо прислать нам на почту фотографию изделия с информацией для чего и где используется. Наши специалисты оценят сроки и примерную стоимость работ. Если вас все устроит, то вас проинструктируют относительно последующих действий.
В самые короткие сроки вы сможете получить деталь с необходимыми характеристиками! Качественно и выгодно по цене! В обход санкций и без сложной логистики!
Остались вопросы? Свяжитесь с нашими специалистами через форму на сайте, по телефону +7(495) 134-56-42 или по электронной почте zakaz@3d-services.ru[/vc_column_text][/vc_column][/vc_row]
Отправить запрос на расчет 3D-печати или 3D-сканирования
Современные технологии позволили открыть новые возможности в реализации задумок в области оформления. Речь идет о ростовых фигурах и скульптурах самого различного назначения. Если раньше фигуры делались из папье-маше и оставляли желать лучшего или создавались художниками, но стоили просто баснословных сумм, как и произведенные на фабриках методом литья или штамповки, то сейчас все стало намного проще и намного лучше с точки зрения качества (3D печать ростовых фигур). 3Д печать позволяет быстро, качественно и дешево изготовить фигуры любого размера и степени сложности.
Так какие варианты открывает нам 3Д печать?
Ростовые фигуры и скульптуры из пластика для парков и мероприятий
Ростовая фигура – это фигура какого-либо реального или вымышленного персонажа выполненная в полный рост и в объеме. Такие фигуры очень реалистичны.
Все видели ростовые фигуры и хорошо с ними знакомы. С ними сталкиваешься на различных промо-акциях, их можно увидеть в парках аттракционов, тематических парках, в кафе и ресторанах, в магазинах и торговых центрах, на выставочных площадках. Они позволяют создать настроение, привлечь внимание, что с точки зрения рекламы крайне важно!
Найдется место ростовой фигуре и в интерьере, особенно, если это любимый герой или персонаж. Причем как в домашнем, так и в офисном.
Ростовые фигуры можно изготовить методом 3Д печати, и этот подход обладает массой преимуществ:
долговечность и практичность – фигуры печатаются из пластика, который не подвержен действию влаги и температур;
возможность печати фигур любого размера;
возможность точной реализации задумки любой степени сложности с высочайшей детализацией;
высокая степень реалистичности;
небольшой вес – фигуры можно легко транспортировать и перемещать;
кратчайшие сроки изготовления.
В компании 3Д Сервис вы можете заказать 3Д печать ростовых фигур любого размера. Можно предоставить свой файл с макетом или доверить создание 3Д модели нашим специалистам. Все детали перед печатью обязательно согласуются с заказчиком. Наши сотрудники готовы также профессионально раскрасить фигуру. Это может быть монохромная покраска, под металл или полноцветный вариант. Мы гарантируем высокое качество исполнения и доступные цены!
Преимущества 3D-печати для создания фигур и скульптур
Ландшафтный дизайн не обходится без различных скульптур. Они выполняются из разных материалов. Даже в частных садах появляются небольшие фигурки, позволяющие создать настроение. Как правило, это небольшие изделия из керамики типового производства, то есть не несут сложной и неординарной смысловой нагрузки и не уникальны.
Хотите использовать для своего ландшафта уникальные парковые скульптуры? Есть такая возможность, причем обойдется это недорого, а срок исполнения будет совсем небольшой.
3Д печать позволяет создавать уникальные парковые скульптуры. Благодаря этому можно создавать целые сюжетные линии, например, тематический парк в духе «Алисы в стране чудес» или ландшафт в стиле деревушки хоббитов. Все это возможно благодаря 3Д печати.
Парковые скульптуры, напечатанные на 3Д принтере, обладают массой преимуществ:
высочайшая стойкость к негативному воздействию окружающей среды;
доступная цена;
кратчайшие сроки исполнения;
реалистичная и точная реализация задач любой степени сложности;
оригинальность и эксклюзивность;
небольшой вес изделий, что гарантирует легкость транспортировки и мобильность;
отсутствие ограничений по размерам, детализации и пр.;
долговечность.
Заказать 3D печать скульптуры в Москве
В компании 3D Services вы можете заказать 3Д печать садовых и парковых скульптур по выгодной цене. Вы можете предоставить нам готовый макет или мы создадим уникальный 3Д макет для вас с обязательным согласованием перед отправкой на печать. Мы можем не только напечатать парковые скульптуры сказочных героев, но и монументы, таблички, арки, любые элементы малых архитектурных форм (арки, колонны и т.п.) Изделия могут быть раскрашены в цвета по вашей задумке, выполнены в монохромной гамме или под металл.
Мы готовы помочь вам в воплощении задумки любой вашей идеи!
Давайте сделаем мир прекраснее вместе![/vc_column_text][/vc_column][/vc_row]
Гармоничный интерьер – это система из множества деталей и элементов. Значение будет иметь все: мебель, текстиль, цветовая палитра. А настроение и внутренний посыл создают декоративные элементы и не последнее место в этом занимают картины (3D печать объемных картин).
Картины издревле украшают интерьеры, несут определенный смысл, отражают внутренний мир и замысел, позволяют уникализировать помещение. В последнее время появились определенные тенденции, в чем немаловажную роль сыграли современные технологии, прогресс и доступность материалов, новые возможности. Некачественные репродукции отошли, появились интерьерные картины нового поколения. К таковым относятся качественные постеры, интерьерная печать на холстах, модульные картины. Но и это в определенный момент стало обыденным.
Как найти свежую и необычную идею украшения интерьера? Отличное решение – объемные картины, способные внести живость, многогранность, экстраординарность в любой интерьер.
Что такое объемная картина?
Объемная картина – это, можно сказать, скульптура в рамке. То есть это украшение интерьера, сочетающее в себе скульптуру и картину. Такие шедевры можно изготовить самостоятельно из гипса, полимерной глины и самых разнообразных материалов. Все это требует определенных навыков и умений, а также расчетов, ведь вес подобного изделия будет значительный.
Современные технологии подарили нам уникальную возможность реализации любых задумок – печать на 3Д принтере. Это и богатый выбор материалов, и неограниченные возможности воплощений, поскольку можно распечатать объект любой, даже самой сложной формы.
Печать на 3D принтере: создание 3D картин
3Д печать картин открывает немыслимые горизонты в области дизайна, так как можно создавать совершенно уникальные арт-объекты, впечатляющие по своей сути.
По сравнению с работой художника 3Д печать картин обойдется намного дешевле и позволит получить готовый объект намного быстрее.
В компании 3D Services вы можете заказать 3Д печать картины. Мы готовы помочь Вам с разработкой макета или отправить на печать ваш макет. Для этого вам нужно прислать нам на почту файл с макетом. Наши сотрудники готовы обсудить с Вами вашу задумку и при необходимости доработать ее под ваши требования.
3Д печать картин – отличное решение для подарка, украшения офиса, дома, любого интерьера. Воплощайте в жизнь свои оригинальные задумки вместе с 3Д Сервис![/vc_column_text][/vc_column][/vc_row]
В настоящее время люди очень часто прибегают к пластической хирургии. Кто-то желает сделать свое лицо и тело более привлекательным. А кто-то стремится решить проблемы, которые возникли в результате разного рода неприятностей.
Одним из популярных видов пластических операций является ментопластика – изменение формы подбородка. Сделать это можно тремя способами:
использование собственных хрящевых тканей (уши, ребра и т.д)
филлеры – инъекции специальных гелей;
силиконовые имплантаты, которые могут быть монолитными или перфорированными.
Последние обладают одним несомненным преимуществом – пожизненная гарантия, в то время как хрящевые ткани и филлеры со временем рассасываются. Да и усадку силиконовые имплантаты практически не дают, увеличение до усадки составляет не более 5%.
Именно с задачей моделирования имплантатов для изменения формы подбородка мы и столкнулись в этот раз.
Задача:
моделирования имплантата подбородка на основе данных компьютерной томографии пациента для последующего изготовления силиконовых имплантатов.
Цель:
изготовление идеально подходящей 3Д модели имплантата для изменения формы подбородка пациента.
Материалы:
данные компьютерной томографии пациента.
Ход выполнения работы
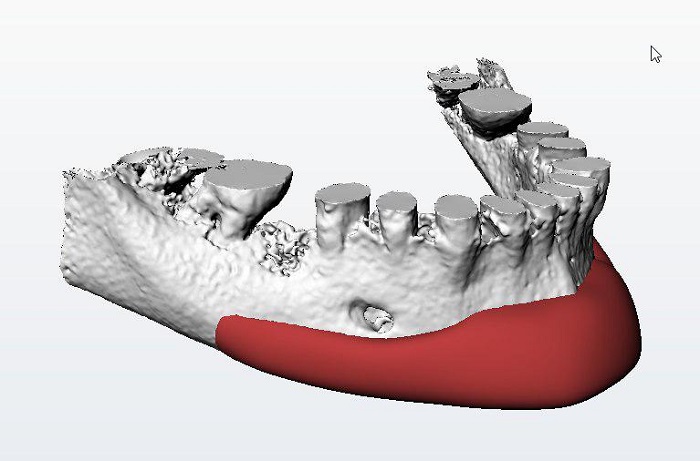
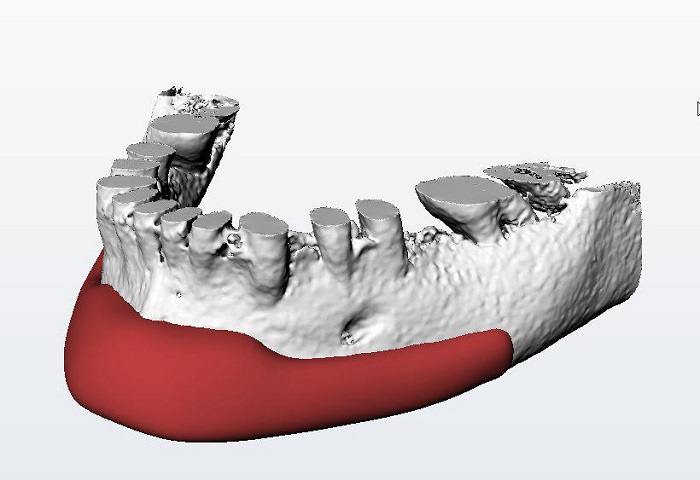
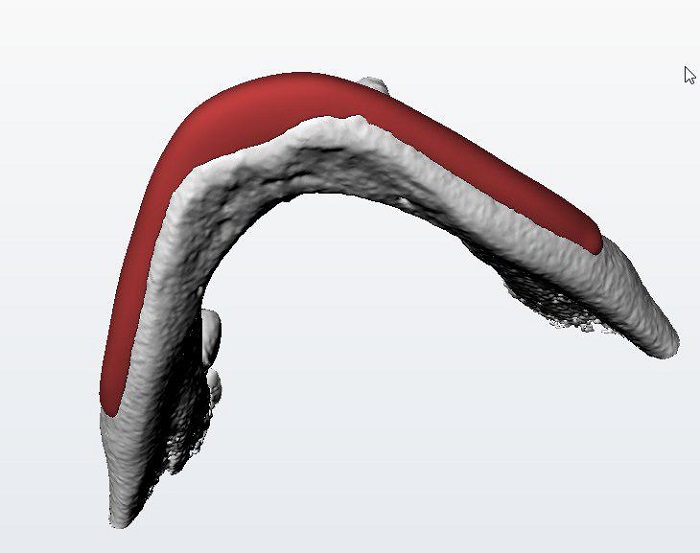
На основании данных компьютерной томографии в специальной программе была построена 3Д модель головы с поверхностью кожи. Далее были изменены контуры подбородка в соответствии с пожеланиями пациента.
На следующем этапе были проведены измерения, так как нужно было учесть толщину мягких тканей, величину и положение костей черепа (в частности нижней челюстной кости), чтобы выявить правильные параметры до изменений и после изменений контуров подбородка.
При помощи рельефа нижней челюстной кости была смоделирована форма имплантата, которая со всех сторон была идеально подогнана по индивидуальным параметрам и реальным размерам.
На основании полученной модели имплантата создана твердотельная математическая модель, которая использовалась для 3Д печати.
Полученные напечатанные модели использованы для создания силиконовых имплантатов, которые будут установлены пациенту в ходе операции. При помощи 3Д моделирования удалось добиться идеального соответствия формы имплантата индивидуальным особенностям и пожеланиям пациента.
Постобработка готовых изделий после фотополимерной 3D печат
Еще не так давно фотополимерная печать была доступна только очень богатым людям или крупным предприятиям. В последние годы она стала намного доступнее и сейчас люди буквально за пару зарплат могут приобрести DLP-принтер и насладиться всеми возможностями технологии. Широкое распространение фотополимерной 3D печати влечет за собой вопросы смежных сфер, а если говорить точнее – постобработка. Она на самом деле имеет свои особенности и именно данному вопросу посвящен этот материал. Но для начала следует остановиться подробнее на фотополимерных смолах. Эти знания помогут в том, как следует подходить к постобработке.
Фотополимерная смола: что это?
Фотополимерная смола – это материал, который изначально находится в жидком агрегатном состоянии, но под воздействием излучения определенной волны полимеризуется и затвердевает. Как правило, фотополимерные смолы состоят из следующих компонентов:
Олигомеры – это элементы, которые будут задавать твердость материала после фотополимеризации, именно от них будет зависеть прочность;
Мономеры – это элементы, которые играют роль загустителей, с их помощью снижается показатель вязкости вещества;
Фотоинициаторы – это элементы, которые под действием излучения вступают в реакцию с мономерами и олигомерами, данные элементы называют также отвердителями.
Отвердители бывают разными, и они реагируют на световую волну определенной длины, а также зависят от интенсивности и длительности излучения. По этой причине смолы, используемые в SLA-принтерах, не всегда будут совместимыми с DLP-принтерами. Особенно это касается устройств с LCD-панелью низкой засветки.
Есть ряд фотополимерных смол, особенно это касается дешевых продуктов, могут требовать тщательной и длительной постобработки. Для этого используются ультрафиолетовые ванны. Кроме допотверждения необходимо также смыть остатки материала с модели и сделать это необходимо до того, как подвергнуть изделие дозасветке. Особенно тщательного подхода требуют труднодоступные места, откуда смола далеко не всегда может вытечь естественным путем. С этой целью используется спецтара и изопропиловый спирт.
Поэтому многие компании, производители фотополимерных 3Д принтеров, предлагают своим потребителям специальные наборы для постобработки изделий. Яркий пример Formlabs.
Смолы отличаются и по своим характеристикам. В зависимости от этого можно получать биосовместимые изделия, стойкие к истиранию, матовые и прозрачные, эластичные и т.д. При этом постобработка будет всегда практически одинаковой.
Этапы постобработки напечатанных моделей
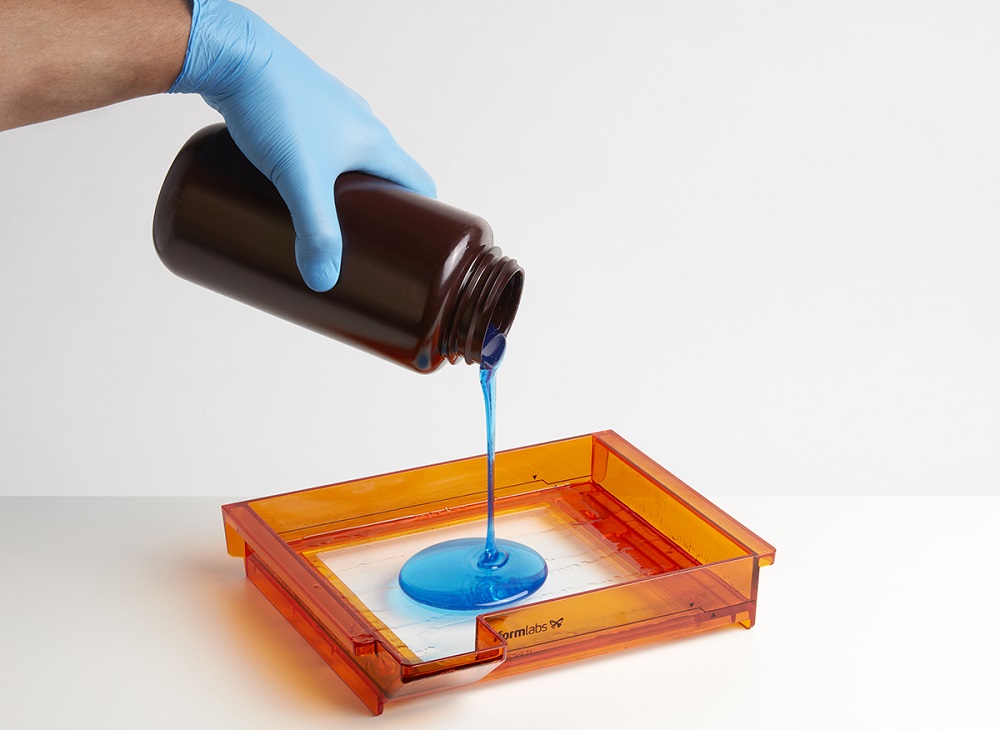
Промывка напечатанных моделей
До полимеризации фотополимерная смола растворяется в изопропиловом и этиловом спирте. Более того ряд смол либо гигроскопичны, то есть впитывают влагу, либо гидрофобны, то есть даже не намокают. А так как масса смолы большая, то она в лучшем случае будет оседать на дно в воде.
Первый этап постобработки следует сразу за 3Д печатью. Вы закончили печать и вынули изделие. Далее необходимо удалить остатки фотополимерной смолы. После 3Д печати на поверхности готовой модели и в ее разных складках, полостях, остается значительное количество смолы. Если отправить модель на дозасветку не удалив эти остатки, то модель утратит свои точные параметры, возникнут потеки и прочие артефакты. Необходимо взять тару, бутылку и изопропиловый спирт. Спирт выливается в бутылочку, затем аккуратно, держа изделие рукой в перчатке или пинцетом, промывайте модель над тарой. Эта несложная процедура позволит легко удалить остатки смолы, избавиться от потеков. После обработки нужно поместить модель на чистую бумажную салфетку и дать ей просохнуть.
Многие производители предлагают автоматизированные станции промывки. Яркий пример formlabs, Anycubic. Фирменная мойка этой торговой марки Wash/Cure стоит порядка 15 тыс.руб. Если вы обладатель моделей Formlabs Form 3 или 3B, то можно не снимать модель с печатной платформы, а просто поместить ее в мойку. Это делает процесс обработки более простым. А комплект полностью может стать для вас настоящей 3Д печатной станцией.
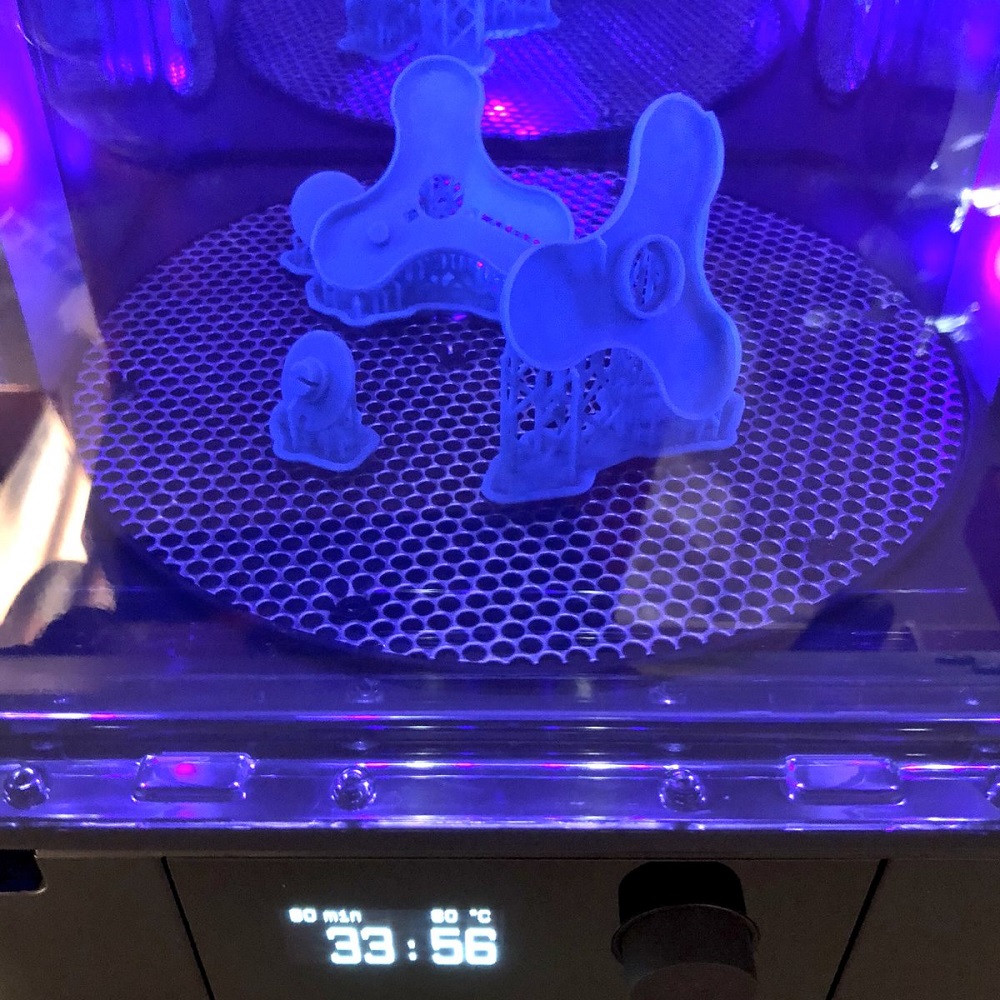
Дозасветка напечатанных моделей
После того как с поверхности вашеймодели будет убран лишний материал, нужно произвести дополнительную засветку, чтобы модель обрела свою прочность и необходимые характеристики.
Есть ряд 3Д принтеров, которые оснащены продвинутыми проекторами и мощными оптическими системами. Моделям, отпечатанным на таких устройствах допзасветка не нужна. Тем не менее модели 3Д принтеров из доступных ценовых категорий требуют дозасветки моделей. Важно и то, что чем прочнее будет фотополимер, тем более длительное нужно отверждение.
Процесс дозасветки не отличается какой-то сложностью. Изделие просто размещается на салфетке и помещается под ультрафиолетовую лампу. Энтузиасты даже наловчились использовать с этой целью УФ-лампу для маникюра, так как, по сути, процесс полимеризации гель-лака одинаков с фотополимерами для 3Д печати. Минус такого подхода в том, что управлять дозасветкой невозможно, время будет определяться «на глаз».
У производителей фотополимерных 3Д принтеров есть автоматизированные системы. То есть они предлагают системы дозасветки. Яркий пример торговые марки Formlabs. Данные производители предлагают даже комплексные решения, в которые входят мойка и камера дозасветки.
Formlabs предлагает камеру для дополнительной засветки – Form Cure за 75 тыс. руб. Есть и более доступные по цене аналоги. Также Wash & Cure от Anycubic – универсальная система для допобработки изделий.
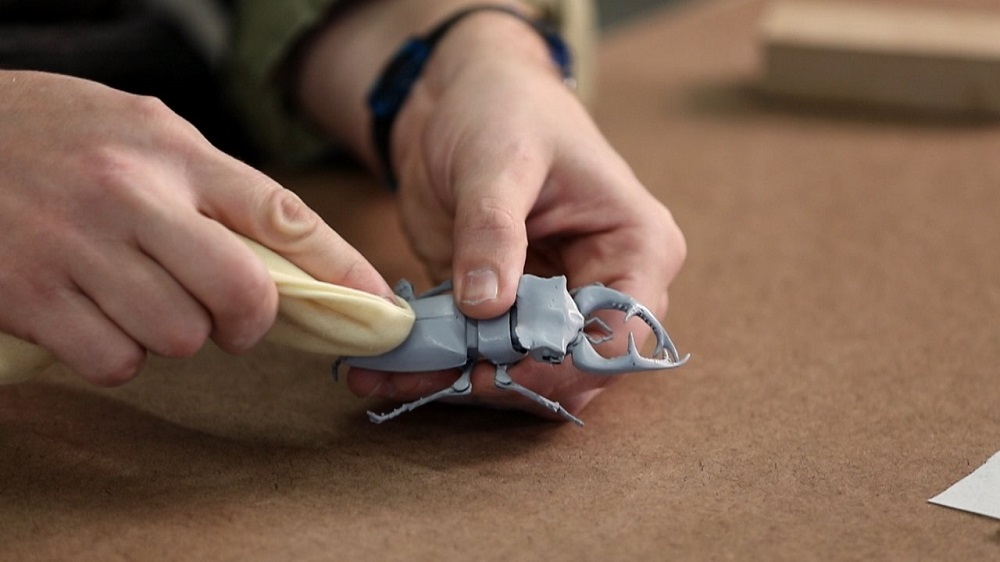
Удаление поддержек с модели
Следующий этап постобработки – это удаление поддержек. Фотополимерная печать, как и FDM печать для формирования изделий со сложной геометрией, нависающими элементами использует специальные поддерживающие конструкции. Поддержки можно удалить как до этапа дозасветки, так и после. Мы рекомендуем сначала выполнить дозасветку, а потом удалять ненужные артефакты.
Поддержки чаще всего представляют собой тонкие древовидные конструкции, которые имеют небольшую точку касания с моделью. Их необходимо удалить, причем нужно убрать все следы их существования.
Важно минимизировать точки соприкосновения. Выполняется это до печати при подготовке модели. С этой целью используется слайсер. Чем меньше будет точка соприкосновения, тем меньше потребуется сил для удаления.
Для начала для удаления поддержек используются кусачки электрика или бокорезы. Это будет грубая обработка. На дальнейшем этапе поверхность, с которой удалена поддержка выравнивается посредством тонких надфилей и обычной пилочки для ногтей. Рекомендуется нанести на поверхность модели небольшое количество воды. После этого процесс пойдет быстрее и эффективнее.
Важно помнить, что фотополимеры довольно хрупкие и нужно быть аккуратным, не переборщить.
После выравнивания основания поддержек, поверхность заполировывается. Сделать это можно наждачной шкуркой с мелким зерном. Также можно натереть поверхность при помощи ветоши, если следы практически незаметны.
При фотополимерной печати поддержки чаще всего формируются из того же материала, как и сама модель. Но есть и модели устройств, которые могут использовать водорастворимый или спирторастворимый материал для поддержек. Как правило, это прерогатива дорогостоящих моделей из премиального сегмента. Яркий пример, Projet 3500. В таких случаях можно использовать ультразвуковые ванны, которые будут полезны и при обработке простых фотополимерных отпечатков на этапе удаления излишков смолы.
Склейка деталей
В большинстве случаев размеры рабочей области фотополимерных принтеров небольшие, поэтому большие модели печатаются с разделением на отдельные элементы, которые впоследствии склеиваются.
При печати по технологии FDM в данном случае просто подбирается клей или растворитель, в зависимости от материала, которым осуществлялась 3Д печать. При печати SLA/DLP есть ряд общих принципов, которые применимы для всех видов смол.
Склейка при помощи фотополимера – это идеальный вариант для склеивания тонких стенок, так как необходимо подвергнуть изделие дополнительной засветке. Данное скрепление будет наиболее прочным из всех, а шов будет практически незаметен. Пока смола не застыла, есть возможность идеальной подгонки и изменения позиционирования.
Склейка при помощи цианакрилата – это универсальный вариант склеивания для изделий из полимера. Этот материал используют в стендовом моделировании, при изготовлении миниатюр, а также при работе с разными пластиками. Фотополимерные смолы в данном случае также подходят для склейки. Но для моделей, используемых в медицине, этот вариант будет недопустимым.
Финишная обработка напечатанных деталей
Для финишной обработки обычно используют абразивную бумагу с разным показателем зольности. Чаще всего дополнительное ошкуривание поверхности фотополимерным изделиям не требуется, вполне достаточным будет обезжиривание поверхности.
Грунтовка и окрашивание
По своим характеристикам фотополимерные смолы после полимеризации напоминают эпоксидную смолу. Таким образом они аналогично подвергаются обработке и окрашиванию. Для грунтовки и окрашивания моделей из фотополимерных смол чаще всего используют акриловые составы. В идеале работа аэрографом и кистью, но вполне допустимой будет работа аэрозольными баллончиками.
Самым главным требованием тут будет – краска должна соответствовать по показателям адгезии к пластмассам.
Полного руководства по грунтовке и окрашиванию моделей, думаем, не требуется. Рекомендацией будет лишь – толщина слоев, которая должна быть одинаковой. Также не следует забывать о тенях и полутонах.
Подводим итоги
После того как все операции будут закончены, можно получить весьма неплохие результаты. Красивые модели будут своеобразным призом во всей этой «гонке».[/vc_column_text][/vc_column][/vc_row]
В настоящее время 3Д печать стала чрезвычайно популярной. Это повлекло за собой появление целых библиотек, которые предлагают файлы формата STL и готовые к печати 3Д-модели. Часть этих сервисов предлагает контент на платной основе, но есть и те, на которых можно скачать и бесплатные материалы.
Мы решили составить своеобразный рейтинг веб-ресурсов, которые предлагают готовые разработки, сетевые платформы и файлы для 3Д печати на бесплатной основе. На некоторых порталах существует возможность выставления и своих 3Д-эскизов на продажу, то есть открывает перед энтузиастами возможность заработка на своем увлечении.
Рейтинг базируется на количестве разработок, которые представлены на том или ином ресурсе. В расчет также принималась индексация сайтов в Google и общий рейтинг в Amazon’s Alexa Traffic Rank. Таким образом, можно судить о полезности того или иного сайта, с точки зрения источника 3Д моделей.
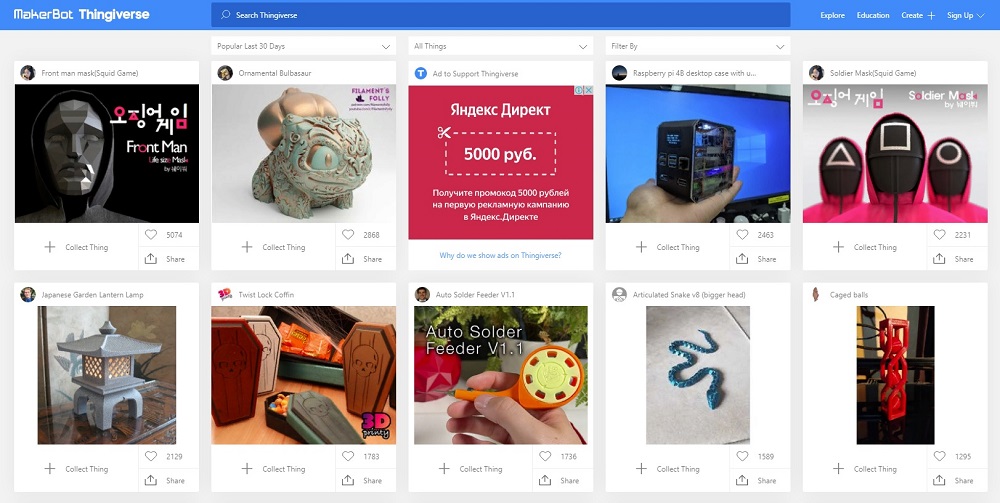
Thingiverse (сайт — www.thingiverse.com)
Самый популярный архив 3Д моделей – это Thingiverse. Ресурс предлагает пользователям два миллиона файлов. Неудивительно, что этот сервис в ТОПе, а остальные по сравнению просто аутсайдеры, а не конкуренты. Управляет порталом MakerBot Industries – компания, которая выпускает 3Д оборудование и не нуждается в представлении. Сайт прекрасно развит и не менее превосходно себя зарекомендовал. Ключевой момент для гордости – крупное сообщество профессионалов в области разработок STL-файлов. Зарегистрированные пользователи могут делиться 3Д файлами из личных коллекций.
CGTrader (сайт — www.cgtrader.com)
Данный ресурс представляет собой онлайн-магазин, который специализируется на 3Д моделях. Кроме CAD-моделей в библиотеке ресурса есть свободный контент, который предназначен для 3Д-принтеров разных моделей. Всего портал предлагает более 740 тысяч 3Д моделей. Большое количество из этих фалов может быть скачено бесплатно, после регистрации.
MyMiniFactory (сайт — www.myminifactory.com)
Еще один интересный сайт, предлагающий архив с 50 тысячами заготовок для 3Д печати. Большая часть этих моделей посвящена неформальной культуре и игровой индустрии. Ресурс также предлагает открытую телеконференцию по вопросам 3Д печати. MyMiniFactory – это открытый доступ к качественному контенту для 3Д принтеров, который разработан профессионалами. Можно обсудить свои проблемы или скачать бесплатный STL-файл. Совсем недавно на портале открылся и интернет-магазин, в котором разработчики могут предлагать свои проекты, тем самым зарабатывая.
Cults (сайт — cults3d.com)
Cults основан в пятой республике. Это тематическое сообщество, а также торговая платформа, где можно скачать STL-файл на платной или бесплатной основе. На площадке представлено более 40 тысяч бесплатных STL-файлов. Есть функция отслеживания деятельности избранных разработчиков. Как только они загружают новый контент пользователь получает уведомление. Сервис также открывает доступ к коллекциям известных брендов, ну по факту базирующихся на них. Речь идет о IKEA hacks, Lego parts, GoPro. Имеются и детали для дронов. Есть многоязыковая поддержка.
Pinshape (сайт — pinshape.com)
Это торговая площадка, которая открывает доступ к высококачественному контенту для 3Д принтеров. На ресурсе имеется большой архив с файлами для моментального скачивания. Pinshape – это место, где можно реализовать топовые модификации 3Д принтеров. На портале легко можно найти необходимый контент, например для печати миниатюр, игрушек, деталей техники и много другого. Также предусмотрен блог, который понятен будет любому пользователю.
TurboSquid (сайт — www.turbosquid.com)
Это старейший сервис, который занял достойное шестое место в рейтинге. Здесь представлено большое число моделей, которые можно скачать на платной или бесплатной основе. TurboSquid – это в первую очередь портал для создания цифрового контента. Предусмотрена фильтрация файлов по типу. Чтобы сделать выборку STL-файлов, необходимо всего лишь поставить соответствующий флажок.
YouMagine (сайт — www.youmagine.com)
Сайт представляет собой файловый архив и интерактивное сообщество. Курирует ресурс Ultimaker – один из самых известных производителей 3Д принтеров и программных продуктов. Сайт был создан 8 лет назад и на нем можно найти постоянные базовые STL-элементы, доступные для скачивания. Эти файлы совместимы с любым 3Д принтером, печатающем по технологии послойного наплавления нити. Всего доступно 16 тысяч бесплатных моделей. Есть и другие не менее интересные модели.
3DExport (сайт — 3dexport.com)
Библиотека 3DExport – это ресурс, в первую очередь ориентированный на продвинутых пользователей (дизайнеры, инженеры и т.п.). Портал представляет собой торговую площадку для премиальных модификаций 3Д принтеров. Кроме общих и упрощенных вариантов эскизов 3DExport предлагает архив из 10 тысяч 3Д моделей. Предусмотрен фильтр для поиска, с помощью которого можно сделать выборку бесплатных моделей. Есть большое число моделей, которые предлагают эскизы ювелирных изделий.
NIH 3D Print Exchange (сайт — 3dprint.nih.gov)
Данная площадка ориентирована на работников науки и деятелей технической сферы. Ресурс отличается удобством и функциональностью. Здесь можно продвигать STL-файлы, обмениваться ими. Большая часть библиотеки применима в медицинской сфере и других научных областях. Бесплатные 3Д модели представлены в количестве более 7 тысяч единиц и любую из них можно скачать. Это модели изделий для протезирования, сердечных клапанов и прочие функциональные модели.
Free3D (сайт — free3d.com)
Для тех, кто в первый раз ищет STL-файлы, этот сайт будет идеальным вариантом. В архиве найдутся модели для CAD, трехмерной графики, используемой в современных фильмах и играх. Бесплатное собрание STL-файлов для 3Д печати также доступно на сайте. К сожалению, не все файлы будет легко загрузить, однако ценные экземпляры обнаружить на ресурсе можно.
Threeding (сайт — www.threeding.com)
Портал представляет собой интерактивную торговую площадку с разнообразными 3Д моделями. Посредством сервиса можно продать или купить готовую 3Д модель для 3Д печати. Открытый доступ предлагает 4 тысячи STL-файлов. Есть и услуги по 3Д печати. Можно просто заказать на сайте понравившуюся модель, ее напечатают и отправят вам. Все решается буквально нажатием одной кнопки.
GrabCAD Library (сайт — grabcad.com/library)
Ресурс GrabCAD Library в первую очередь ориентирован на профессиональных инженеров, а также прочих энтузиастов, цель которых создание высококачественных продуктов. На портале предусмотрены специнструменты для коммуникации, при помощи которых пользователи могут организовать сотрудничество в ходе разработки проекта. GrabCAD Library является идеальным вариантом в случае с подбором сложных дизайнерских, инженерных моделей. Представленных моделей на портале много, но далеко не все универсальны и могут использоваться на любом 3Д принтере.STL-файлы бесплатные, так же есть программный софт для 3Д печати GrabCAD Workbench и GrabCAD Print.
Redpah (сайт — www.redpah.com)
Еще одна популярная интернет-площадка, на которой можно найти платный и бесплатный контент для 3Д печати. Модели в основном ориентированы на область профессионального дизайна. Всего здесь 1 200 премиальных файлов, любой из которых можно загрузить. Предусмотрена группировка файлов по авторству. А среди авторов есть весьма известные дизайнеры.
3DShook (сайт — www.3dshook.com)
Портал предлагает большой архив высококачественных файлов с 3Д моделями. Идея ресурса – подписка на непрерывный поток высококачественных STL-файлов. А для того, чтобы отбросить все сомнения в качестве материалов, можно ознакомиться с галереей, в которой представлены тестовые модели.
Zortrax Library (сайт — library.zortrax.com)
Если предыдущая библиотека свободных STL-файлов Zortrax, являлась частью программного комплекса Z-Suite, из-за чего пользоваться ее содержимым могли только собственники 3Д принтеров Zortrax. То Zortrax Library – это библиотека, доступная в глобальной сети, то есть у любого посетителя есть возможность просмотра и загрузки готовых эскизов для последующего использования на 3Д принтере. Всего на сайте 850 моделей, которые ориентированы на печать ABS-пластиком. Это отличная возможность для начинающих познакомиться с данным материалом.
Repables (сайт — repables.com)
Repables – архив с 600 свободными STL-файлами. Сервис отличается простотой навигации, отсутствием ультрамодных функций коммуникации. Сайт предлагает просто загрузку файлов, а также возможность делиться собственными наработками в области 3Д печати и моделирования. На Repables вы сможете найти большое количество простых конструкций, в том числе простых бытовых вещей.
Libre3D (сайт — libre3d.com)
Библиотека Libre3D предлагает более 300 свободных STL-файлов для загрузки. Сервис сочетает удобство и функциональность. Скачать файл можно в любое время, доступность их постоянная. Сервис представляет собой сайт с программными продуктами со свободным кодом, то есть никаких авторских прав вам предъявлено не будет. И это точно, поскольку в руководстве проекта Эдриан Боуэр (создатель RepRap).
Fab365 (сайт — fab365.net)
Данный ресурс представляет собой онлайн-магазин, в котором можно найти контент для 3Д печатающих устройств. У авторизованных пользователей есть возможность продавать и покупать модели, а также подгружать свои разработки. Элементы сгруппированы по темам, что облегчает их поиск. Можно найти материалы по таким темам, как культура, электроника, искусство и жилище и т.д. Большая часть контента на ресурсе платная, но в ассортименте есть и некоторое количество и бесплатных STL-файлов.
Polar Cloud (сайт — polar3d.com)
Площадка Polar Cloud – это интерактивная платформа для обмена и загрузки бесплатных STL-файлов. Сайт предлагает большой выбор учебных материалов. Также есть масса инструментария для сотрудничества. Если у вас появились какие-то вопросы, просто задайте их, вам сразу помогут, покажут и объяснят.
3DKitBash (сайт — 3dkitbash.com)
Если вы увлечены научной фантастикой, то 3DKitBash создан для вас. Вы можете подобрать модель робота, монстра или трансформера. На сайте есть герои поп-культуры и многое другое. Весь контент прекрасного качества, но ряд моделей можно скачать только платно. Есть и раздел бесплатных STL-моделей. Перед покупкой вы можете посмотреть детали проекта, чтобы не совершить ошибки. Интерес представляет линейка Graphica Ghost – очень интересные дизайнерские модели.
STLFinder (сайт — www.stlfinder.com)
Еще один поисковый сервис STLFinder. Он, так же как и предыдущий, ориентирован на поиск контента для 3Д принтеров. Сервис превосходно сканирует глобальную сеть на предмет бесплатных файлом формата STL. На портале можно создать учетную запись и поместить к себе в избранное понравившиеся модели. После того как пользователь авторизуется на сайте ему будет открыт доступ к миллиону 3Д моделей по всей сети.
Выставки являются двигателем экономики и коммерции на протяжении более 200 лет. На сегодняшний день это еще и бизнес. Создаются специальные, разномасштабные площадки, которые предлагают площадку для экспозиции своего бизнес-проекта, продукции, идеи и т.д. Тем, кто хотя бы единожды принимал участие в выставке хорошо известно о том, насколько важно и сложно привлечь внимание к своей экспозиции. Она должна быть максимально интересной и визуально привлекательной. А это весьма сложная задача. Порой на крупных выставках международного масштаба застройка стенда обходится в круглую сумму, буквально с шестью нулями.
3Д печать способна стать отличным помощником! На выставках и экспозициях компании представляют новые проекты, продукты и разработки. При этом в большинстве случаев презентуется не оригинальный объект, а его макет. Дело в том, что существует масса причин, которые обуславливают необходимость макета:
большие габариты;
слишком малые габариты для визуализации;
невозможность или дороговизна транспортировки, сборки-разборки;
отсутствие готового изделия;
опасность для окружающих.
Именно в таких случаях прибегают к созданию макетов, способных визуализировать любую идею или проект. При этом 3Д печать обладает массой достоинств:
высокая скорость создания макета;
высокая точность;
качество;
сокращение ручного труда;
универсальность;
удешевление процесса.
Неудивительно, что любая современная макетная мастерская или макетная студия уже давно обзавелась 3Д принтером. В таких студиях можно заказать готовый макет с покраской.
Компания 3DServices предлагает услуги по 3Д печати макетов приборов для выставок. Быстро, качественно и по доступной цене! Мы поможем вам подготовить качественный макет для выставки любого масштаба, в том числе для именитых площадок, таких как, например, КРОКУС ЭКСПО, Экспоцентр, ВДНХ и т.д.
Виды 3D печатных макетов для выставок
3Д печать позволяет создавать макеты любых видов:
градостроительные макеты;
ландшафтные макеты;
макет изделия любого типа;
макет прибора любой степени сложности и детализации;
макеты машин, кораблей, самолетов;
макеты атомных, гидро-, тепло-, электро- и других станций;
макеты логотипов и брендовых фигур и многое другое.
На самом деле для 3Д печати практически нет ограничений. Однако стоит отметить, что макеты могут быть функциональными, а могут быть только декоративными. Это значит, что макетный элемент может повторять или имитировать рабочие механизмы (шестерни, маятники и т.п.) или быть просто бутафорией, превосходно иллюстрирующей замысел проекта. В зависимости от этого будет определяться тип материала и метод печати.
Как это работает?
Если вам нужен макет для выставки, то для начала вам необходимо сделать его 3Д модель в специальной программе. Это может быть SolidWorks, AutoCad, ZBrush или любая другая. Специалисты компании также оказывают подобные услуги. Для этого предоставляется изделие, а специалист сканирует его и обрабатывает для получения виртуальной 3Д модели.
Когда модель готова, файл с нею предоставляется в компанию. Если модель создавалась нашими сотрудниками, то она согласуется с заказчиком.
Определение дополнительных факторов: материал, фактура, допобработка, функциональность отдельных деталей, окраска. Все это будет накладывать свой отпечаток на бюджет проекта. В любом случае наши специалисты, исходя из ваших задач готовы порекомендовать наиболее оптимальный вариант с экономической и практической точки зрения, подобрать наилучшую технологию для реализации задумки.
Доверьте 3DServices с ваш макет на стенд, и мы поможем вам сделать вашу экспозицию не просто конкурентной, но выигрышной, максимально качественно рекламирующей ваш проект![/vc_column_text][/vc_column][/vc_row]

 [/vc_column_text][/vc_column][/vc_row]
[/vc_column_text][/vc_column][/vc_row]




































































 [/vc_column_text][/vc_column][/vc_row]
[/vc_column_text][/vc_column][/vc_row]













 Финишная обработка напечатанных деталей
Финишная обработка напечатанных деталей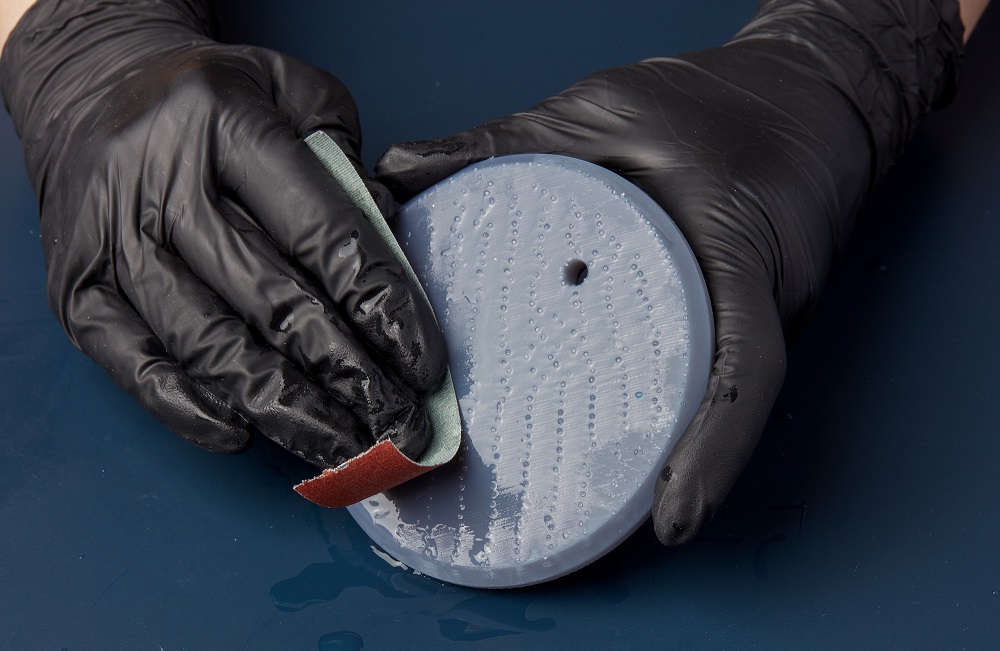














 3DKitBash (сайт — 3dkitbash.com)
3DKitBash (сайт — 3dkitbash.com)