Постобработка готовых изделий после фотополимерной 3D печати (SLA/LCD/DLP)
Еще не так давно фотополимерная печать была доступна только очень богатым людям или крупным предприятиям. В последние годы она стала намного доступнее и сейчас люди буквально за пару зарплат могут приобрести DLP-принтер и насладиться всеми возможностями технологии. Широкое распространение фотополимерной 3D печати влечет за собой вопросы смежных сфер, а если говорить точнее – постобработка. Она на самом деле имеет свои особенности и именно данному вопросу посвящен этот материал. Но для начала следует остановиться подробнее на фотополимерных смолах. Эти знания помогут в том, как следует подходить к постобработке.
Фотополимерная смола: что это?
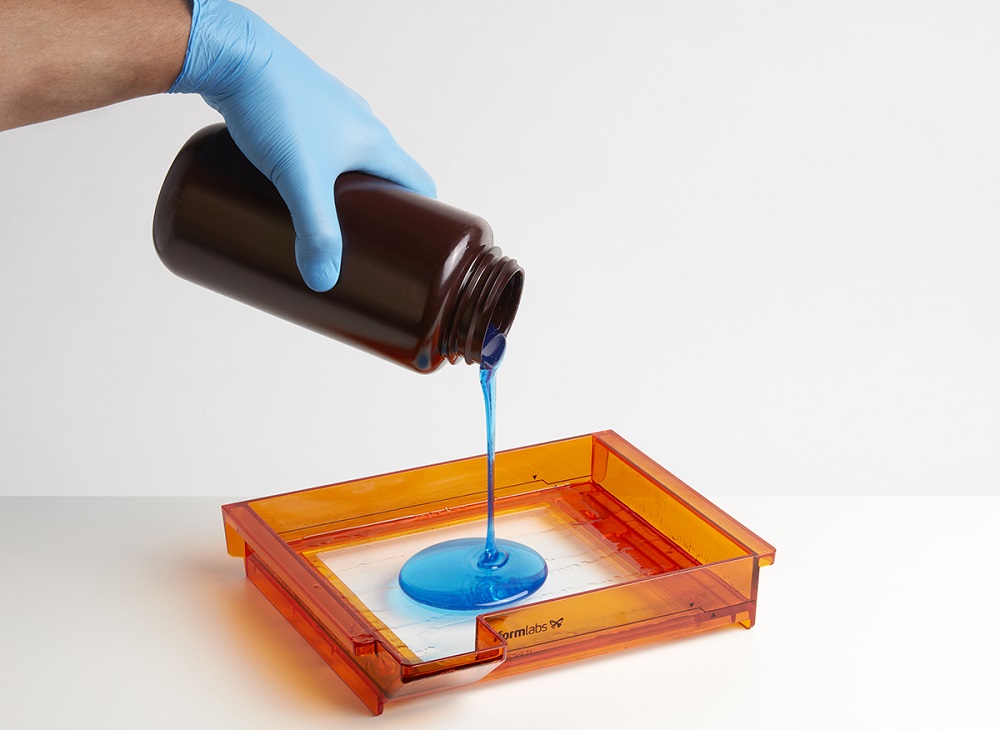
Фотополимерная смола – это материал, который изначально находится в жидком агрегатном состоянии, но под воздействием излучения определенной волны полимеризуется и затвердевает. Как правило, фотополимерные смолы состоят из следующих компонентов:
- Олигомеры – это элементы, которые будут задавать твердость материала после фотополимеризации, именно от них будет зависеть прочность;
- Мономеры – это элементы, которые играют роль загустителей, с их помощью снижается показатель вязкости вещества;
- Фотоинициаторы – это элементы, которые под действием излучения вступают в реакцию с мономерами и олигомерами, данные элементы называют также отвердителями.
Отвердители бывают разными, и они реагируют на световую волну определенной длины, а также зависят от интенсивности и длительности излучения. По этой причине смолы, используемые в SLA-принтерах, не всегда будут совместимыми с DLP-принтерами. Особенно это касается устройств с LCD-панелью низкой засветки.
Есть ряд фотополимерных смол, особенно это касается дешевых продуктов, могут требовать тщательной и длительной постобработки. Для этого используются ультрафиолетовые ванны. Кроме допотверждения необходимо также смыть остатки материала с модели и сделать это необходимо до того, как подвергнуть изделие дозасветке. Особенно тщательного подхода требуют труднодоступные места, откуда смола далеко не всегда может вытечь естественным путем. С этой целью используется спецтара и изопропиловый спирт.
Поэтому многие компании, производители фотополимерных 3Д принтеров, предлагают своим потребителям специальные наборы для постобработки изделий. Яркий пример Formlabs.
Смолы отличаются и по своим характеристикам. В зависимости от этого можно получать биосовместимые изделия, стойкие к истиранию, матовые и прозрачные, эластичные и т.д. При этом постобработка будет всегда практически одинаковой.
Этапы постобработки напечатанных моделей
Промывка напечатанных моделей
До полимеризации фотополимерная смола растворяется в изопропиловом и этиловом спирте. Более того ряд смол либо гигроскопичны, то есть впитывают влагу, либо гидрофобны, то есть даже не намокают. А так как масса смолы большая, то она в лучшем случае будет оседать на дно в воде.
Первый этап постобработки следует сразу за 3Д печатью. Вы закончили печать и вынули изделие. Далее необходимо удалить остатки фотополимерной смолы. После 3Д печати на поверхности готовой модели и в ее разных складках, полостях, остается значительное количество смолы. Если отправить модель на дозасветку не удалив эти остатки, то модель утратит свои точные параметры, возникнут потеки и прочие артефакты. Необходимо взять тару, бутылку и изопропиловый спирт. Спирт выливается в бутылочку, затем аккуратно, держа изделие рукой в перчатке или пинцетом, промывайте модель над тарой. Эта несложная процедура позволит легко удалить остатки смолы, избавиться от потеков. После обработки нужно поместить модель на чистую бумажную салфетку и дать ей просохнуть.
Многие производители предлагают автоматизированные станции промывки. Яркий пример formlabs, Anycubic. Фирменная мойка этой торговой марки Wash/Cure стоит порядка 15 тыс.руб. Если вы обладатель моделей Formlabs Form 3 или 3B, то можно не снимать модель с печатной платформы, а просто поместить ее в мойку. Это делает процесс обработки более простым. А комплект полностью может стать для вас настоящей 3Д печатной станцией.

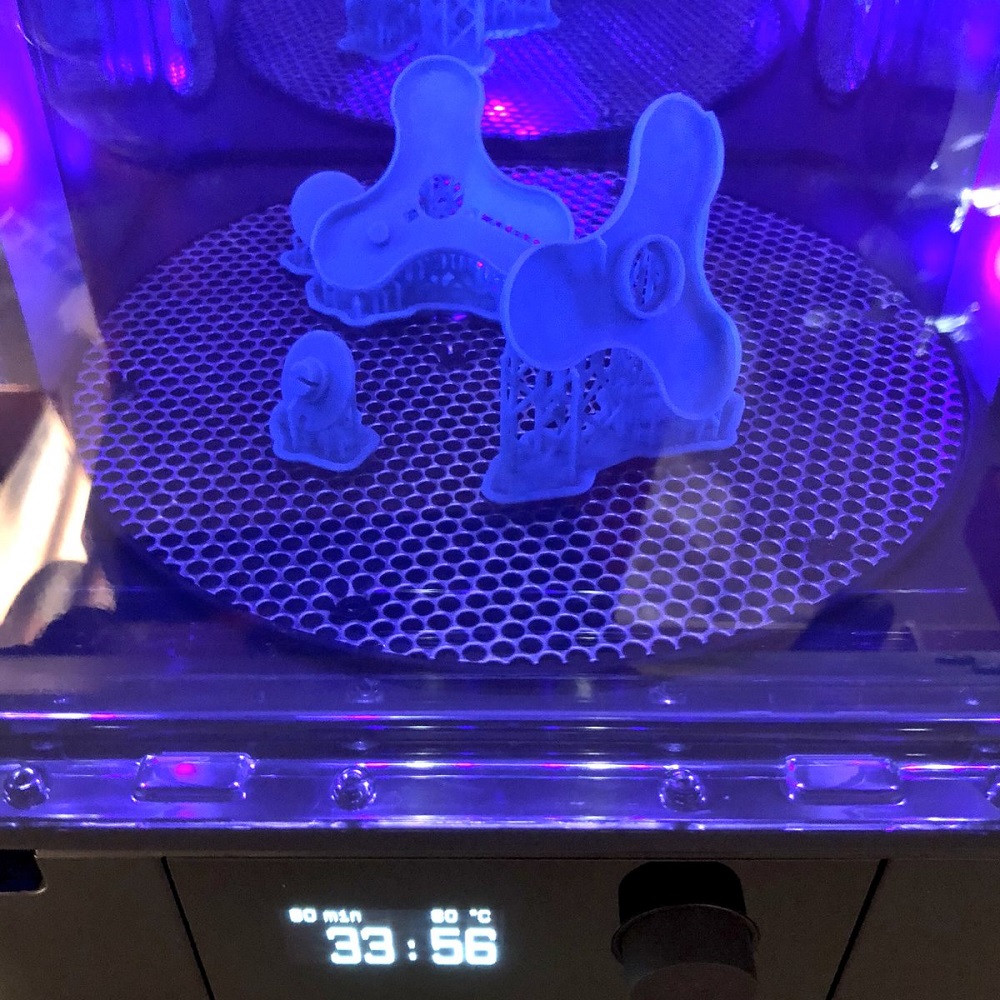
Дозасветка напечатанных моделей
После того как с поверхности вашеймодели будет убран лишний материал, нужно произвести дополнительную засветку, чтобы модель обрела свою прочность и необходимые характеристики.
Есть ряд 3Д принтеров, которые оснащены продвинутыми проекторами и мощными оптическими системами. Моделям, отпечатанным на таких устройствах допзасветка не нужна. Тем не менее модели 3Д принтеров из доступных ценовых категорий требуют дозасветки моделей. Важно и то, что чем прочнее будет фотополимер, тем более длительное нужно отверждение.
Процесс дозасветки не отличается какой-то сложностью. Изделие просто размещается на салфетке и помещается под ультрафиолетовую лампу. Энтузиасты даже наловчились использовать с этой целью УФ-лампу для маникюра, так как, по сути, процесс полимеризации гель-лака одинаков с фотополимерами для 3Д печати. Минус такого подхода в том, что управлять дозасветкой невозможно, время будет определяться «на глаз».
У производителей фотополимерных 3Д принтеров есть автоматизированные системы. То есть они предлагают системы дозасветки. Яркий пример торговые марки Formlabs. Данные производители предлагают даже комплексные решения, в которые входят мойка и камера дозасветки.
Formlabs предлагает камеру для дополнительной засветки – Form Cure за 75 тыс. руб. Есть и более доступные по цене аналоги. Также Wash & Cure от Anycubic – универсальная система для допобработки изделий.
Удаление поддержек с модели
Следующий этап постобработки – это удаление поддержек. Фотополимерная печать, как и FDM печать для формирования изделий со сложной геометрией, нависающими элементами использует специальные поддерживающие конструкции. Поддержки можно удалить как до этапа дозасветки, так и после. Мы рекомендуем сначала выполнить дозасветку, а потом удалять ненужные артефакты.
Поддержки чаще всего представляют собой тонкие древовидные конструкции, которые имеют небольшую точку касания с моделью. Их необходимо удалить, причем нужно убрать все следы их существования.
Важно минимизировать точки соприкосновения. Выполняется это до печати при подготовке модели. С этой целью используется слайсер. Чем меньше будет точка соприкосновения, тем меньше потребуется сил для удаления.
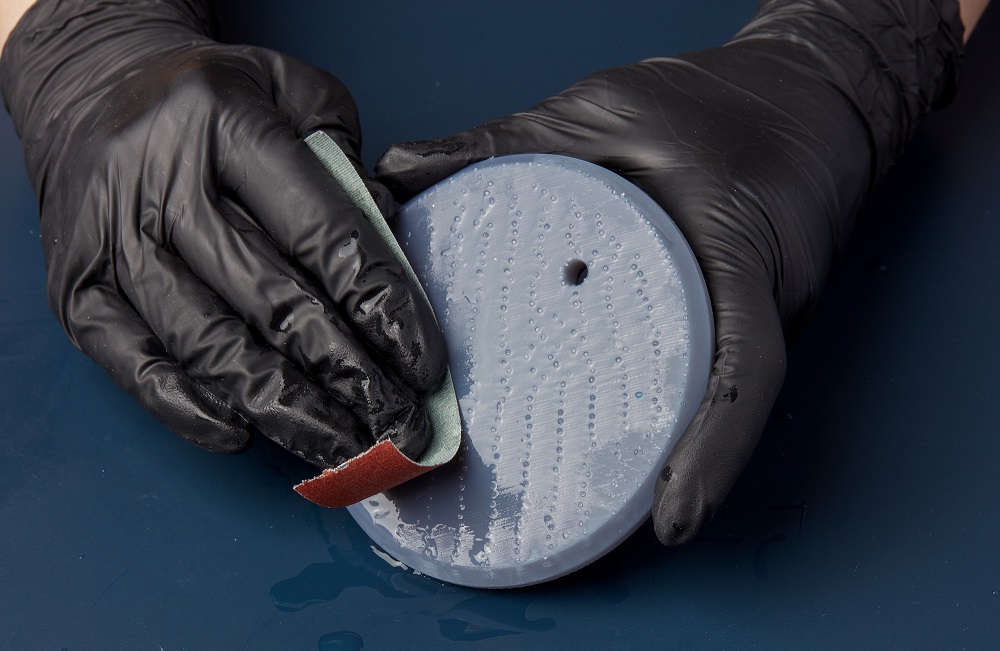
Для начала для удаления поддержек используются кусачки электрика или бокорезы. Это будет грубая обработка. На дальнейшем этапе поверхность, с которой удалена поддержка выравнивается посредством тонких надфилей и обычной пилочки для ногтей. Рекомендуется нанести на поверхность модели небольшое количество воды. После этого процесс пойдет быстрее и эффективнее.
Важно помнить, что фотополимеры довольно хрупкие и нужно быть аккуратным, не переборщить.
После выравнивания основания поддержек, поверхность заполировывается. Сделать это можно наждачной шкуркой с мелким зерном. Также можно натереть поверхность при помощи ветоши, если следы практически незаметны.
При фотополимерной печати поддержки чаще всего формируются из того же материала, как и сама модель. Но есть и модели устройств, которые могут использовать водорастворимый или спирторастворимый материал для поддержек. Как правило, это прерогатива дорогостоящих моделей из премиального сегмента. Яркий пример, Projet 3500. В таких случаях можно использовать ультразвуковые ванны, которые будут полезны и при обработке простых фотополимерных отпечатков на этапе удаления излишков смолы.




Склейка деталей
В большинстве случаев размеры рабочей области фотополимерных принтеров небольшие, поэтому большие модели печатаются с разделением на отдельные элементы, которые впоследствии склеиваются.
При печати по технологии FDM в данном случае просто подбирается клей или растворитель, в зависимости от материала, которым осуществлялась 3Д печать. При печати SLA/DLP есть ряд общих принципов, которые применимы для всех видов смол.
- Склейка при помощи фотополимера – это идеальный вариант для склеивания тонких стенок, так как необходимо подвергнуть изделие дополнительной засветке. Данное скрепление будет наиболее прочным из всех, а шов будет практически незаметен. Пока смола не застыла, есть возможность идеальной подгонки и изменения позиционирования.
- Склейка при помощи цианакрилата – это универсальный вариант склеивания для изделий из полимера. Этот материал используют в стендовом моделировании, при изготовлении миниатюр, а также при работе с разными пластиками. Фотополимерные смолы в данном случае также подходят для склейки. Но для моделей, используемых в медицине, этот вариант будет недопустимым.
 Финишная обработка напечатанных деталей
Финишная обработка напечатанных деталей
Для финишной обработки обычно используют абразивную бумагу с разным показателем зольности. Чаще всего дополнительное ошкуривание поверхности фотополимерным изделиям не требуется, вполне достаточным будет обезжиривание поверхности.
Грунтовка и окрашивание
По своим характеристикам фотополимерные смолы после полимеризации напоминают эпоксидную смолу. Таким образом они аналогично подвергаются обработке и окрашиванию. Для грунтовки и окрашивания моделей из фотополимерных смол чаще всего используют акриловые составы. В идеале работа аэрографом и кистью, но вполне допустимой будет работа аэрозольными баллончиками.
Самым главным требованием тут будет – краска должна соответствовать по показателям адгезии к пластмассам.
Полного руководства по грунтовке и окрашиванию моделей, думаем, не требуется. Рекомендацией будет лишь – толщина слоев, которая должна быть одинаковой. Также не следует забывать о тенях и полутонах.

ИТОГ
После того как все операции будут закончены, можно получить весьма неплохие результаты. Красивые модели будут своеобразным призом во всей этой «гонке».












