В современном мире огромную роль играет уникализация изделий. Через индивидуализацию люди самореализовываются, несут окружающим определенный посыл. Именно на этих факторах базируется и брендирование. И самый простой и стильный путь – это брендирование аксессуаров и фурнитуры, использование уникальных дизайнерских изделий.
Один из оригинальных вариантов – дизайнерские пуговицы – стильные мелочи!
Современные технологии сделали возможным и доступным создание уникальных изделий без сложных процедур. И все благодаря 3D моделированию и 3D печати. Яркий пример – 3Д печать пуговиц. Теперь любое изделие с пуговицами может обрести индивидуальность.
При помощи 3Д принтера можно распечатать дизайнерские или индивидуализированные пуговицы. Например, брендировать изделие логотипом, что будет актуально для фирменной униформы. Это позволит повысить узнаваемость бренда, сделать его более презентабельным, дорогим и заявить об элитности.
Еще один вариант – нанесение на пуговицы инициалов владельца изделия. Это позволит максимально индивидуализировать вещи. Этот подход будет актуальным не только для людей VIP-класса, но и удобный вариант для детей, посещающих школу или детский сад, так как вещь сразу обретет индивидуальность, указывающую на владельца.
Как это сделать, если нет 3Д принтера?
Компания 3DServices предлагает вам воспользоваться такой услугой, как 3Д печать пуговиц. Изготовление пуговиц посредством 3Д принтера – это самый простой и быстрый способ стать владельцем уникального изделия. Вам нужно предоставить нам файл с макетом изделия в формате .STL. Наши специалисты также могут помочь вам с 3Д моделированием, при необходимости. 3Д печать пуговиц также возможна и для создания прототипа изделия, которое впоследствии будет отливаться.
Остались вопросы? Свяжитесь с нашими сотрудниками, они с удовольствием помогут![/vc_column_text][/vc_column][/vc_row]
Многие желают использовать возможности 3Д печати в быту, в частности для печати тары, которая будет находиться в контакте с пищевыми продуктами. В этом случае обычные популярные материалы 3Д печати вроде ABS и PLA совершенно не подходят. Необходим особенный пищевой пластик для 3Д печати, и он существует – PETG — пищевой пластик для 3D принтера.
PETG – это современный материал, используемый в различных сферах промышленности. Именно он применяется при производстве детских товаров, экологически чистой тары, посуды, труб и многого другого. И, несмотря на то, что в 3Д печати PETG используется сравнительно недавно, он уже может составить серьезную конкуренцию ABS и PLA.
Характеристики пластика PETG
Пищевой пластик для 3Д принтера PET-G представляет собой полиэтилентерефталат гликоль, то есть это всем знакомый PET, модифицированный гликолем. Материал обладает следующими свойствами:
стойкость к износу;
химическая стойкость;
прочность;
ударная стойкость;
стойкость к температурным перепадам в широком диапазоне;
разрешение на контакт с пищей, подтвержденная сертификатами;
низкая величина усадки;
превосходная межслойная адгезия;
нетоксичность и безопасность.
В целом материал является универсальным, как с точки зрения применения, так с точки зрения 3Д принтеров. Работа с PETG не отличается сложностью, с ним также легко работать, как и с PLA, и он обладает достоинствами, свойственными ABS. Но есть и недостатки, связанные с 3Д печатью:
сложность удаления поддержек, подложек;
постобработка химическими методами сложна.
Кроме того материал разрушается под агрессивным воздействием ультрафиолета, а поверхность изделий из PETG легко царапается.
Сферы применения пищевого пластика для 3Д печати
Пищевой пластик PETG отличается весьма широким спектром применения:
формы для теста и шоколада и пр.;
посуда;
пищевые контейнеры;
детали оборудования, контактирующие с пищей – лопатки, мешалки, насадки миксера;
детали машин пищевой промышленности;
конвейерные линии пищевой промышленности и многое другое.
Пластик PETG не подвержен действию нормальной влажности, поэтому с хранением материала не будет никаких сложностей. Но все равно рекомендуется хранение в пакете с замком и силикагелем.
В 1869 году Джон Уэсли Хайятт изобрёл первый в мире синтетический полимер. Это был переломный момент, до которого люди использовали альтернативные материалы и всячески выступали за повторное использование различного сырья, то есть вторпереработку. Очень хорошо, что эта тенденция в настоящее время также становится все более актуальной. В 2015 году, по статистическим данным, в мире было произведено больше 320 млн. тонн различных полимеров, при этом не берутся в расчет волокна. Большую часть этих полимеров используют в автомобильной отрасли с целью повышения эффективности топлива, а также при производстве различной текстильной продукции и т.п.
Весьма любопытной разновидностью термопластов являются высокоэффективные полимеры, которые характеризуются постоянной эксплуатационной температурой превышающей 150 градусов по Цельсию. Доля этих полимеров на современной рынке всего 1%. Но они обретают все большую востребованность.
Данные полимеры активно используются в тех областях, где нужны химически стойкие жаропрочные, легкие, а также пригодные для вторпереработки материалы.
Абрахам Авалос, специалист канадской компании AON3D, занимается изучением отраслей промышленной 3D печати. В этой области применения аддитивных технологий широко используют достоинства высокопрочных термопластов таких как PEEK, PEKK И ULTEM. Все достоинства 3D печати и все преимущества высокоэффективных полимеров вкупе предоставляют возможность производства технические оптимизированных деталей, которые могут использоваться в самых жестких условиях.
В 80-х годах 20 века высокотемпературные пластики РAЕК (это семейство термопластов которые объединяет материалы PEEK, PEKK И ULTEM и т.п.) отличались высокой себестоимостью. В настоящее время они также стоят не дешево, но все же их цена намного меньше, чем у ряда производственных волокон.
Высокоэффективные полимеры PEEK и ULTEM
Абрахам Авалос утверждает, что высокопрочные термопласты способны сохранять стабильность при высоких температурах. Эти материалы являются стойки к химическому и радиационному действию. С точки зрения аддитивных технологий важна их совместимость со многими материалами, используемыми для печати поддержек. К тому же эти термопласты характеризуются высокой прочностью. Все свойства, которые были перечислены выше, делают данные материалы незаменимыми в нефтегазовой, аэрокосмической, атомной, морской, биомедицинской, автомобильной и других отраслях.
Ultem – это аморфный полимер. PEEK и PEKK являются поликристаллическими полимерами, хотя есть и другие аморфные разновидности данных материалов. Полимер PEEK характеризуется температурой стеклования 143 градуса по Цельсию, температура плавления данного материала равна 343 градусам по Цельсию.
Ряд высокоэффективных термопластов может противостоять также и терморазложению. Эти материалы сохраняют свои свойства в условиях сверхвысокого вакуума. Данное свойство будет крайне важным при производстве изделий, которые нужно будет стерилизовать при высоких температурах. Материал PEEK является долговечным, характеризуется великолепными механическими качествами и способен хорошо переносить нагрев. Благодаря этому материал крайне будет полезен в автомобильной отрасли. Он способен легко перенести высокую температуру, которая царит под капотом. Также PEEK позволяет печатать функциональные прототипы при минимальных затратах.
Сферы использования и характерные особенности
PEEK – это в биологически совместимый термопласт. Его можно использовать в неврологии для контроля приступов эпилепсии, при болезни Паркинсона, травмах головного мозга и прочих операциях по имплантации. Этот рентгенпрозрачный материал является отличной альтернативой металлическим материалам, которые используются в ходе хирургических операций на позвоночнике.
Одной из ключевых характеристик термопластов является тепловое сопротивление. В производственных процессах играет большую роль способность выдерживания воздействия экстремальных температур. 3Д печать подразумевает переменчивую скорость кристаллизации. Во многом это будет определяться средой, где будет экструдироваться расплавленный полимер. Также на это будет оказывать влияние температура в камере, температура в сопле, а также конвекционные токи. Новый PEEK характеризуется температурой стеклования более 160 градусов, а температура плавления равна 332 градусам по Цельсию. При этом скорость кристаллизации материала будет ниже, чем у материала предыдущего поколения. Все это способствует облегчению контроля процесса печати, а также более крепкой и надежной адгезии слоев.
Специалисты уверены, что новые разновидности PEEK также сложнее поддаются кристаллизации, как и исходный полимер.
Термопласт Ultem характеризуется высокой стойкостью к термодеформации. И большинству других аморфных полимеров для него характерна полупрозрачность, легкость взаимодействия с растворителями и адгезивными материалами благодаря особой химической структуре. Кроме того Ultem характеризуется более дешевой ценой в сравнении с другими высокопроизводительными термопластами. Для Ultem также свойственна огнестойкость и стойкость к различным растворителям.
Улучшение печати высокоэффективными полимерами
При печати высокоэффективными полимерами существует ряд основных проблемных моментов коими являются деформация и усадка. Усадка возникает в силу кристаллизации, так как она способна создавать высокое внутреннее напряжение, а это в свою очередь мешает межслойной адгезии. Высокоэффективные полимеры, такие как Ultem и PEEK, нуждаются в ходе печати в хорошо прогреваемой камере.
В настоящее время термопласты широко востребованы. Однако раньше, благодаря температурным перепадам, качественные изделия получить из них было крайне сложно. Из-за того, что аморфными полимерами можно печатать только при максимально возможных температурах, в камерах в этих случаях температура слоя будет максимально приближена к температуре стеклования. Нужно хорошо владеть особенностями камеры своего 3D принтера, чтобы прекрасно осознавать принцип ее взаимодействия с полимером. Если поддерживать слишком высокую температуру, то основной слой будет сильно прилипать к нагревательной платформе. В итоге будет сложно удалить деталь, а можно даже ее повредить. Если же платформа будет недостаточно нагрета, то слой будет наоборот не прилипать. В этом случае модель может деформироваться в середине процесса печати.
Порой высокопрочные термопласты по своим характеристикам, таким как вес, прочность, жесткость, превосходят даже металлы. Но их применение является невыгодным. Особенно, когда речь идет о массовом производстве, а также 3D печати изделий больших масштабов.
Если вы собираетесь печатать такими материалами как PEEK, PEKK И ULTEM, то важно, выбирая промышленный 3D принтер, обратить внимание на платформу, камеру и особенности нагревательных головок. Нагревательные головки должны достигать и даже чуть-чуть превышать температуру плавления высококристаллических высокоэффективных полимеров, а также намного превышать температуру стеклования этих полимеров. Это позволит добиться успеха при печати. Также следует отдать предпочтение тем 3D принтерам, которые оснащены жидкостной системой охлаждения. Это поможет продлить срок эксплуатации нагревательных головок и контролировать процесс размягчения филамента. Не менее важным моментом будет и циркуляция воздуха в камере. Благодаря этому показателю можно добиться идеальных изотермических условий.
Покупателям 3D принтеров для печати высокопрочными термопластами PEEK, PEKK И ULTEM следует также внимательно отнестись к изучению вопроса о программных инструментах, к примеру, выбору 3D слайсера. Рекомендуется уделить внимание и освоению удаленного управления 3Д принтером.[/vc_column_text][/vc_column][/vc_row]
Литье ювелирных изделий на заказ с помощью 3D печати
В ювелирной отрасли активно используются 3Д технологии. Современные материалы позволили печатать не просто образцы, но создавать полностью выжигаемые модели, используемые непосредственно при литье. Одним из лидеров отрасли в плане применения 3Д технологий является FormLabs. Эта компания предлагает оборудование и материалы для 3Д печати и постобработки выжигаемых моделей.
Технологии 3D печати для ювелирного производства
В технологическом цикле производства ювелирных изделий уже много лет используются выжигаемые фотополимерные смолы. Популярность метод обрел недавно в сравнении с историей классического метода производства ювелирных украшений. Все благодаря тому, что 3Д печатные модели из выжигаемых полимеров позволяют быстро воспроизводить украшения, а также их копировать. При этом качество, наполненность и филигранность изделий всегда будет на высоте. Процессы совершенствуются с каждым днем и уже сейчас у специалистов в данной сфере есть 3Д принтеры FormLabs и фирменные смолы Castable Wax Resin и Castable Resin, которые ориентированы именно на эту сферу. Смолы ко всему прочему 100% выжигаемые.
Литье по выплавляемым моделям подразумевает создание полой формы на базе мастер-шаблона. Этот шаблон может быть получен ручным методом или путем 3Д печати. Для последней используются выжигаемые фотополимерные смолы.
Готовый мастер-шаблон погружают в литейный материал или формовочную массу. Материал является огнеупорным. После того как материал высохнет и затвердеет, а модель, напечатанная на 3Д принтере или сделанная вручную из воска выгорит, останется «негатив» — форма для литья изделия в виде полости. В нее заливают металл. После его охлаждения и застывания получается готовое изделие, которое в дальнейшем подвергается обработке (шлифовка, удаление мелких дефектов).
Модели украшений из воска могут создаваться и вручную. Это сложный процесс, который требует много времени и сил. К тому же мода изменчива и поспевать за ней крайне сложно при ручных методах изготовления. Современные фотополимеры и 3д принтеры, например Form3 способны существенно упростить производство. То, что ранее требовало многочасового труда, может быть выполнено буквально в минуты. И при этом эксклюзивность не утрачивается, а всего лишь методы промышленного производства перемещаются на рабочий стол обычного ювелира. Так как это работает?
Дизайн изделий
Все всегда начинается с дизайна. Для этого необходимо переместить ваши идеи и концепции в специальные CAD-программы. Это может быть RhinoGold, JewelCAD, 3Design. В итоге у вас будет получен виртуальный аналог, который послужит для 3Д печати.
Важно отметить, что работа с 3Д печатными моделями абсолютно аналогична традиционным восковым. В частности важно плавное движение материала, желательно избегать острые углы, так как они усиливают турбулентность. Дизайн необходимо сориентировать таким образом, чтобы он заполнил большие пустоты и меньшие детали, каналы.
Литники — что это такое
Большие литники (питающие) можно сделать из привычного воска. А маленькие каналы могут быть напечатаны на 3Д принтере. Это позволит улучшить заполнение формы, а также сэкономить на трудозатратах. Важно – подающие литники необходимо делать прямыми или сужающимися к будущему изделию.
В качестве литников нельзя использовать опоры, которые добавляются в PreForm, но если вы хотите напечатать литники, то их лучше сразу включить в CAD-проект.
Филигрань
Смола Castable Wax Resin характеризуется исключительной детализацией. Благодаря этому можно создавать изделия с самой причудливой филигранью. Речь идет о тончайших проволочных сеточках, которые характеризуются высокой сложностью. Для таких изделий необходимо тщательно продумать конструкцию литников.
Мелкая сетка может создаваться на базе проволоки 0,3мм. При этом имейте в виду, то такая печатная филигрань будет крайне хрупкой. Ее очень просто повредить при снятии опоры. Это необходимо учитывать и создавать филигрань таким образом, чтобы была максимально самоподдерживающейся. Литники, которые печатаются на 3Д принтере, могут выступать и в качестве опор, удаляемых после литья. В тонких каналах металл может застыть. Чтобы этого избежать, необходимо добавить литники, подающие металл в несколько точек обода филигранной сетки.
Крупные изделия
Смола Formlabs Castable Wax Resin можно использовать для печати и последующей отливки изделий крупных размеров. Конструкцию в таком случае необходимо преобразовать в тонкостенный корпус. Это нужно для того, чтобы сделать силы расширения формовочной массы в ходе выгорания минимальными. Если есть детали, толщина которых превышает 4мм, то рекомендуется добавить дренаж в виде отверстий. Через них смола из внутренних полостей будет вымываться.
Незастывшая смола не выгорает начисто, из-за чего могут присутствовать дефекты зольности. Производитель для решения данной проблемы советует использовать 3Д печать смолой Castable Wax Resin в виде стенок толщиной 0,7мм, образующих полые оболочки. Внутри может быть заполнение в виде решетчатой структуры с целью увеличения прочности.
3D печать и подготовка к литью
Настольный 3Д принтер Form3 позволяет распечатывать модели украшений большими партиями. Платформа может быть укомплектована деталями так, что достигаются максимальные показатели производительности и эффективности. После завершения 3Д печати необходимо поэтапное выполнение следующих шагов, чтобы подготовиться к формовке и литью.
Мойка напечатанных моделей
Все отпечатанные изделия необходимо тщательно промыть в 90% изопропиловом спирте. Это важный момент, поскольку, если этого не сделать, то чистая отливка может не получиться. Неотвержденная смола в избытке может стать причиной дефектов литья, например точечной коррозии. После извлечения из раствора деталям нужно дать время просохнуть. Чтобы испарить все остатки изопропилового спирта, воспользуйтесь сжатым воздухом. Если после мытья и сушки изделия все еще липкие, то необходимо заменить ваш изопропиловый спирт.
Для промывки лучше всего использовать автоматическую систему Form Wash. Нельзя оставлять готовые изделия в изопропиловом спирте дольше, чем это требуется. Система Form Wash с целью избегания деформации и перемывания автоматически поднимает детали из раствора.
Сушка напечатанных моделей
Полное выгорание смолы возможно только при ее 100% отверждении. Для этого необходимо подвергнуть детали досветке (доотверждению). С этой целью используются сушки с длиной волны 405нм.
Некоторые фотополимерные смолы после печати на FORM3 требуют пост-отверждения. Castable Wax Resin к таковым не относится, изделиям из нее не требуется дополнительного отверждения. Благодаря этому литье характеризуется максимально высокой эффективностью. Изделия из Castable Wax могут давать небольшую усадку – не более 1%, что также необходимо принимать в расчет. К тому же изделия из Castable Wax нуждаются в пост-отверждении. Сушка необходима до тех пор, пока поверхность не обретет максимальную твердость и жесткость. Сушка Form Cure характеризуется не только необходимой длиной волны, но и вращение деталей, благодаря чему изделия подвергаются равномерной засветке. Если у вас нет автоматической сушки, то необходимо будет время от времени поворачивать детали в ручном режиме. Изделия при этом поменяют цвет. Изначально они будут ярко-синие, а после отверждения станут матово-синими, намного темнее прежнего.
Смола Castable Wax Resin
Смола Castable Resin
Мойка Form Wash
10 минут
10 минут
Cleaning Kit
10 минут + 5 минут (2-я мойка в чистом IPA)
10 минут + 5 минут (2-я мойка в чистом IPA)
Сушка Form Cure
Не требуется
4 часа при 60градусов по Цельсию
Литниковое дерево
Обработанные и подготовленные отпечатки закрепляются на основном восковом литнике. Для этого используется липкий воск. Важно позаботиться о том, чтобы стыки между рисунком и литниками были гладкие. Для этого удобно использовать расплавленный воск.
Более толстые изделия размещаются в нижней части литникового дерева, а тонкие в верхней. В сравнении с традиционным восковым деревом для деталей, полученных 3Д печатным методом, может потребоваться немного больше пространства. При отливке больших изделий с тонкой оболочкой все сливные отверстия должны быть заполнены воском, так как в противном случае на печать может попасть формовочная масса.
Чтобы избежать появления пузырьков, которые застряли вокруг модели в ходе заливки, необходимо воспользоваться поверхностно-активным покрытием. Это недорогие составы, которые также называют дебубблайзер. Яркий пример Wax Wash. При их использовании пузырьки не прилипают к отпечаткам, что особенно важно при отливке филигранных изделий, так как они характеризуются склонностью к образованию пузырьков. Литниковое дерево нужно окунуть в раствор дебубблайзера. Когда оно высохнет его можно заливать формовочной массой.
Форма
Подготавливается формовочная колба. Все процедуры вполне стандартны. Для этого может использоваться вакуумная формовочная машина, которая позволяет добиться равномерного перемешивания, дегазации и выливания паковочной массы. Но с этой целью также можно применять вакуумную камеру и смеситель по отдельности.
Процесс выглядит следующим образом:
К основанию литника присоединяется колба для литья. Если у колбы есть перфорация, то нужно обернуть ее прозрачной лентой (упаковочная пленка или скотч). Это предотвратит протекание массы.
Формовочный порошок смешивается с холодной дистиллированной водой (ориентируйтесь на инструкции производителя). Чем меньше будет воды, тем больше будет прочность массы, но тем выше будет вязкость смеси, и ее сложно будет дегазировать. На медленной скорости смесь тщательно перемешивается до полного увлажнения порошка.
Формовочная масса медленно выливается по стенке колбы. Необходимо избегать попадания на дерево моделей. Если заливка выполняется плавно, то пузырьки не будет задерживаться. Чтобы полностью удалить из колбы пузырьки используется вакуумная камера. Далее формовка оставляется для затвердевания и высыхания.
С колбы аккуратно снимается резиновое основание литника и оставляется на 2-6 часов для застывания в среде без вибраций. Ориентируйтесь на рекомендации производителя формовочной массы. Также обязательно пользуйтесь респиратором в целях безопасности.
Выгорание и процесс литья
Колба помещается в печь для выгорания. Нагревайте печь, ориентируясь на график выгорания, рекомендованный производителем. В зависимости от инструкций по формовке, размера колбы, а также объема печатного материала могут быть внесены изменения. Если выгорание начинается из горячей печи, то нужно, чтобы колбы отдохнули не менее 5 часов, так как в противном случае вода расширяется и превращается в пар, а это может привести к растрескиванию массы.
Хорошо удаляет испарившийся полимерный материал воздушный поток в камере, поэтому рекомендуется использовать печи с хорошей вентиляцией, причем с входом и выходом. Такие камеры имеют хороший воздушный поток по всей камере и позволяют безопасно удалить из нее испарения.
Castable Wax Resin на 20% состоит из воска, благодаря чему модели частично разрушаются на начальном этапе выгорания. Но кратковременное выгорание моделей из Castable Wax ограничено определенной геометрией. Все это описано в инструкции по использованию материала.
Вентиляция в камере является необходимой, но она может стать причиной снижения температуры, поэтому нужно тщательно следить за температурой колбы и в шкафу, вовремя корректируя процесс. Если вы используете активную вентиляцию, то нужно по максимуму увеличить приток воздуха с целью улучшения его циркуляции в духовке. Если духовка будет заполнена по максимуму, то выгорание в перерасчете на одну колбу будет менее эффективным. Для улучшения ситуации воспользуйтесь кислородным генератором с целью увеличения притока кислорода.
Далее форма вынимается из печати и отливается металл. Наиболее часто используются вакуумные или центробежные литейные машины. Яркий пример, Neutec J2R (США) и Indutherm серии MC (ЕС). Они характеризуются простотой применения и прекрасной управляемостью.
После того как зальете форму, ее нужно тщательно охладить в воде и смыть формовочную массу.
Вопросы совместимости
Formlabs тщательно протестировал отливку моделей из Castable Wax серебром, бронзой и золотом. Как показала практика, вопрос совместимости металлов характеризуется в первую очередь свойствами формовочных масс и в частности степенью термостойкости, так как разные металлы требуют разных величин данного показателя. Для Castable Wax температура выгорания составляет от 732 градусов по Цельсию. Могут быть несовместимости рисунка смолы с конкретным формовщиком и этот факт необходимо уточнять у производителя.
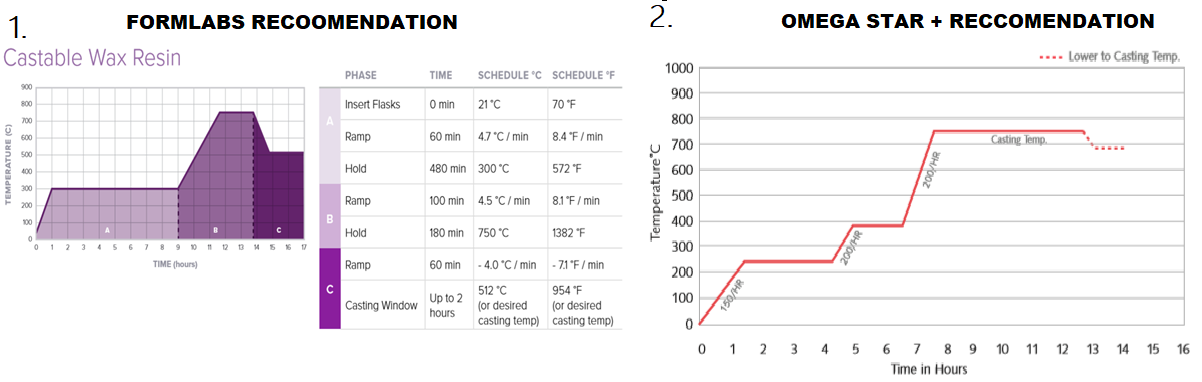
Выгорание фотополимеров: графики
Для литья по выплавляемым моделям FormLabs в ювелирной отрасли рекомендует использовать смолы Castable Wax и Castable Resin. При использовании Castable Wax литейщики должны ориентироваться на инструкции производителя используемой формовочной массы. Castable Wax Resin характеризуется повышенной гибкостью графика выгорания. Castable Resin, как продукт предыдущего поколения смол, требует более точного и щадящего подхода к режиму выгорания.
Возможные неполадки: FAQ
Описание проблемы
Возможные причины
Решение проблемы
1.
Наличие маленьких пузырей при литье
Высокая вязкость формовочной массы
Добавить воды к формовке
Для полной дегазации не хватает времени работы формовочной массы
Использовать холодную воду для приготовления смеси
Нехватка времени, безопасность, удобство и имидж диктуют все новые требования. Все уважающие себя компании обзавелись собственными брендированными элементами. Если для простых магазинов – это обычные пакеты, то для общепита все намного сложнее.
Для соблюдения мер безопасности, сохранности еды, удобства транспортировки, а также с целью рекламы используется одноразовая посуда. При этом пластик – это неэкологично и поэтому все больше отдается предпочтение коробкам, в основном из крафт-бумаги, иногда с ламинацией.
Наверное, каждый из нас сталкивался с такой индивидуальной тарой:
упаковка под бургеры,
коробка для лапши ВОК,
лоток для ланч-бокса,
коробка для пиццы,
коробка для картошки фри и т.д.
В настоящее время не только фаст-фуд, но и многие производители фруктов, ягод, овощей, выпечки стараются упаковывать свою продукцию в аккуратненькие коробочки, представляющие товар в выгодном свете.
Однако никто не задумывался, как же делаются эти удобные и аккуратные боксы? А ведь даже в этой отрасли не обошлось без 3Д технологий.
Производство коробок для фаст-фуда и упаковки: как это работает?
Начинается все с 3Д моделирования. Каждая коробка моделируется и детально прорабатывается под конкретные продукты и нужды. Ключевую роль в этом будет играть удобство и функциональность, но и дизайн немаловажен. Как правило, этим занимаются типографии и аналогичные им компании.
Когда все детали продуманы, коробки отправляются на печать и вырубку – на технологической линии согласно шаблону вырезается коробка из стандартной картонной заготовки, на нужные места при необходимости наносится специальный состав. Этот состав в дальнейшем будет служить в качестве клея.
Заготовки будущих коробок плоские и именно в таком виде они отправляются к своему заказчику. Так их удобно хранить, транспортировать, но перед использованием нужно придать им форму. Для этого используется специальная машина.
Машина вполне стандартная и на ней могут формоваться различные коробки. Заготовка подается в аппарат, где при помощи толкателя-молда формуется (выдавливается) готовое изделие. При этом если подается горячий воздух, который расплавляет клей (если он есть), и коробка надежно фиксируется. Единственный нюанс – молд создается под каждый вид тары отдельно.
Вот тут-то снова и потребуется 3Д-моделирование и 3Д печать.
Это значит, что под каждую готовую коробку моделируется толкатель, повторяющий внутреннее пространство готового изделия. И самый простой и эффективный метод его изготовления – 3Д печать.
Стоимость и сроки выполнения заказа на 3Д печать:
Срок исполнения заказа на 3D печать во многом будут зависеть от используемого оборудования и технологии. Примерные сроки указаны в таблице ниже:
В компании 3ДСервис вы можете заказать моделирование и 3Д печать молда-толкателя для формовки боксов, коробок, упаковки и т.д. Мы гарантируем высокое качество изделия, его точность и соответствие всем необходимым параметрам. Мы понимаем, что такой молд должен выдержать большое количество циклов, то есть изделие должно быть не только функциональным, но и долговечным. Именно поэтому мы используем проверенные материалы и технологии печати, профессиональное оборудование.
Доверьтесь нашему профессионализму, опыту и техническому оснащению. Остались вопросы? Свяжитесь с нашими сотрудниками![/vc_column_text][/vc_column][/vc_row]
3D сканирование гипсовых стоматологических слепков
Компания 3D Services оказывает услуги профессионального 3D сканирование гипсовых стоматологических слепков. В арсенале наших специалистов профессиональный стоматологический 3Д сканер Shining 3D DS-EX, позволяющий нам качественно решать подобные задачи.
Если вас заинтересовала данная услуга, свяжитесь с нами любым удобным вам способом. Будем рады оказаться вам полезными!
Преимущества 3D сканирования гипсовых слепков
3Д сканирование гипсовых слепков позволяет проводить моделирование и все необходимые манипуляции в специальных стоматологических программах, таких как Exocad. Это качественно более высокий уровень оказания услуг своим пациентам, поскольку удается снизить вероятность ошибок, максимально точно с анатомической точки зрения разработать и подогнать ортопедическую конструкцию или ортодонтическую систему, а также сократить сроки.
Кроме того 3Д сканирование слепков обладает следующими преимуществами:
возможность хранения информации в цифровом виде в карточке пациента;
широкий спектр применения полученных моделей, начиная изготовлением протезов и заканчивая капами для исправления прикуса;
возможность оценки прикуса и проблем посредством специальных программ;
возможность визуализации результатов лечения пациенту.
Но для начала необходимо получить стоматологический гипсовый слепок.
Получение гипсового слепка
По размерам челюсти пациента подбирается специальная «ложка» для снятия слепков. Она может быть одноразовой индивидуальной или металлической (стерилизуемой).
В «ложку» врач помещает необходимое количество слепочного материала.
«Ложка» помещается в ротовую полость пациента и прижимается к челюсти. Важно дать правильную нагрузку на ложку, чтобы масса «обняла» все ткани челюсти. В зависимости от используемого материала «ложка» остается во рту 3-5 минут для застывания массы. Это, конечно вызывает у пациента некоторый дискомфорт, в некоторых случаях даже рвотный рефлекс, но в целом совершенно безопасно.
В качестве слепочной массы могут использоваться:
специальный гипс;
дентол;
силикон – наиболее популярный материал в современной стоматологии;
альгинатная паста и т.д.
Каждый материал имеет свои достоинства и недостатки, выбор за конкретным специалистом.
После застывания слепок подвергается стерилизации и передается в лабораторию, где в него заливается специальный гипс. В результате получается готовая точная копия челюсти пациента. Полученная модель также прекрасно показывает прикус пациента.
3Д сканирование слепков зубов в компании 3DServices
Компания 3D Services оказывает услуги по 3Д сканированию гипсовых стоматологических слепков в прикусе и по отдельности. Для работы используется специализированный профессиональный 3D сканер Shining 3D DS-EX.
Это сканер, который ориентирован на 3Д сканирование:
моделей зубов;
моделей челюстей;
слепков;
протезов;
имплантатов и т.д.
Shining 3D DS-EX обладает следующими техническими характеристиками
Размер зоны сканирования
10х10х7,5см
Интерфейс
USB 3.0
Разрешение камеры
1,3Мп
Скорость сканирования модели в прикусе
13с
Скорость сканирования челюсти
30с
Скорость сканирования штампиков (1-8)
30с
Скорость сканирования слепка
90с
Точность сканирования
до 15мкм
Формат данных
STL, OBJ
Если вам необходимо 3D сканирование гипсовых слепков зубов или челюстей, моделей в прикусе и т.п., то наши специалисты будут рады вам помочь, быстро и качественно.
Свяжитесь с нами любым удобным вам способом.
Стоимость 3D-сканирования:
Сканирование слепка 1 челюсти — 500 руб.
Сканирование слепка 2 челюстей — 1000 руб.
Сканирование слепка 2 челюстей отдельно + скан в прикусе — 1500 руб.
3Д сканирование прочно вошло в обиход и профессиональную деятельность человека во всех отраслях, не обошла она и автомобильную сферу, особенно в части ремонта и тюнинга.
Компания 3DServices оказывает профессиональные услуги по 3Д сканированию автомобилей. В нашем арсенале ассортимент первоклассных 3Д сканеров экспертного уровня, позволяющих решать различные задачи, а также опытный и квалифицированный персонал, владеющий всеми тонкостями 3Д сканирования. Быстро и качественно наши специалисты проведут 3Д сканирование автомобиля и предоставят результаты в надлежащем виде.
Мы выполняем сканирование разного уровня сложности:
3Д сканирование кузова целиком или отдельно детали (капот, крыло и т.д.);
3Д сканирования бампера;
3Д сканирования экстерьера автомобиля;
3Д сканирование интерьера автомобиля;
3Д сканирование дисков;
3Д сканирование моторного отсека;
3Д сканирование отдельных деталей и запчастей.
При этом точность результатов сканирования составляет +/- 100 мкм.
Возможности 3D сканирования автомобилей
3Д сканирование автомобилей и отдельных деталей авто чаще всего используются для качественного тюнинга. Например, кузов машины сканируется для получения точной 3Д модели автомобиля и последующего моделирования. В результате можно не только более детально проработать вносимые изменения, но и показать клиенту визуальный результат работ.
Нередко 3Д сканирование автомобиля используется с целью его доработки. В частности сканирование салона фургона может использоваться для моделирования его внутреннего пространства, проведения детальных расчетов, а по итогу клиент может получить визуальный ряд еще до начала работ.
3Д сканирование открывает и иные возможности. Касаются они уникальных деталей авто или запасных частей для раритетных и дорогостоящих машин. Посредством 3Д сканирования можно получить точные данные о детали, отредактировать в программе для 3Д моделирования и воспроизвести деталь или форму для ее изготовления на 3Д принтере.
Преимущества 3D сканирования автомобилей
Методика имеет массу достоинств:
высокая скорость получения качественных данных;
высокая точность результатов (+/- 100 мкм);
возможность дальнейшей доработки исходных данных в специальных программах;
отсутствие необходимости в трудоемких процедурах вроде лепки;
бесконтактность, что никак не нарушает облик авто и не наносит ему вреда;
точное изготовление деталей по итогу, что минимизирует вероятность дефектов и ручной подгонки;
качественная визуализация исходных данных.
Как мы работаем: этапы 3D сканирования авто
Для оценки возможностей и расчета стоимости работ необходимо прислать фото автомобиля или той его части, детали, которые необходимо отсканировать. В ответном письме наши сотрудники предоставят информацию по стоимости сканирования и срокам выполнения работ.
В зависимости от объекта 3Д сканирования выбирается наиболее подходящее оборудование. При работе учитываются различные нюансы поверхностей. При необходимости используются матирующие спреи и маркеры (метки). По результатам работ все снимки «сшиваются», удаляются шумы и дефекты.
Сотрудники 3D Services работают как непосредственно в офисе, где могут быть отсканированы отдельные небольшие детали и запасные части. Для этого их можно привезти к нам в офис (наш адрес). Кроме того мы осуществляем выезд по Москве и готовы приехать в любой регион России для выполнения работ. Для этого необходимо связаться с нашими сотрудниками и обсудить детали.[/vc_column_text][/vc_column][/vc_row]
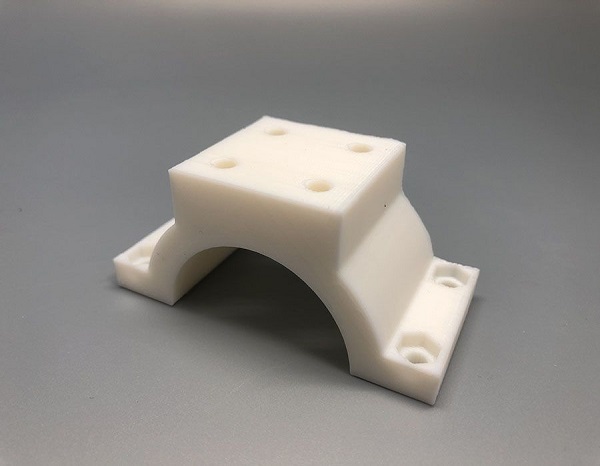
Наше техническое оснащение позволяет нам работать с широчайшим спектром материалов, покрывая все нужды наших клиентов. Нам доступны практически все типы филаментов, используемых для FDM-печати. Далее мы расскажем немного о каждом типе материала и приведем примеры работ из них (Пластики и полимеры которыми мы печатаем). По вашему запросу мы также готовы всегда дать более подробную информацию о конкретном материале, его свойствах и возможностях.
3Д печать ABS пластиком
Наиболее популярный и востребованный полимер, используемый в 3Д печати. Это классика жанра, позволяющая печатать изделия практически любого назначения. Мы используем марку материала, характеризующуюся низкой усадкой. Кроме того ABS-пластику свойственны:
высокая прочность;
широкая цветовая палитра;
стойкость к УФ-излучению и влаге;
ударная стойкость;
инертность в отношении кислот, масел и щелочей;
термостойкость.
Кроме того материал отличается доступной стоимостью. Это идеальное решение для сувениров, игрушек, функциональных изделий, дизайнерских предметов и многого другого.
Стоимость печати — от 5 руб./см3
Срок выполнения — от 1 рабочего дня
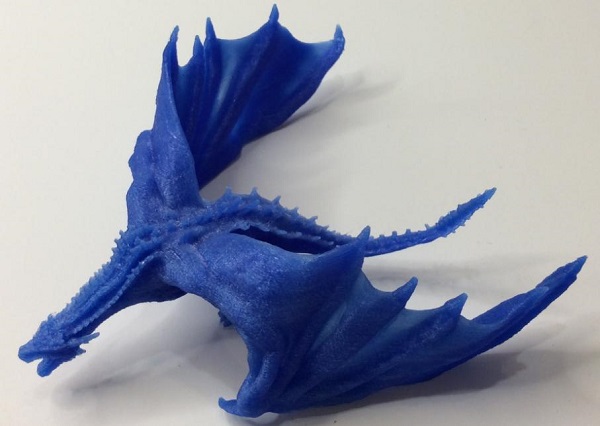
3Д печать PLA пластиком
PLA – это второй по популярности материал, который характеризуется биоразлагаемостью и экологичностью. Изделия из этого материала боятся света и недостаточно термостойки. Но им свойственны другие качества:
высокая прочность;
жесткость;
деформационная стойкость при печати;
низкая усадка.
Филамент PLA используется в основном для печати изделий, которые не требовательны к долговечности. В среднем эти отпечатки могут служить 2 месяца, максимум 2 года. Но с утилизацией проблем не будет.
Стоимость печати — от 5 руб./см3
Срок выполнения — от 1 рабочего дня
3Д печать Nylon пластиком
Для материала Nylon свойственна исключительная прочность и долговечность. Это износостойкий материал, поэтому изделия из него можно использовать в узлах с повышенным износом. В частности Nylon печатают шестеренки. В целом материал отличается широким спектром использования благодаря таким характеристикам, как:
шелковистая поверхность;
ударная стойкость;
механическая прочность;
низкий коэффициент трения;
высокая прочность на разрыв;
низкий показатель усадки.
Но важно знать, что нейлон гигроскопичен, то есть впитывает влагу.
Стоимость печати — от 9 руб./см3
Срок выполнения — от 1 рабочего дня
3Д печать пластик Polycarbonate
Филамент Polycarbonate – это материал, который отличает высокая жесткость и ударная прочность. Материал конструкционного назначения, но он не стоек к действию ультрафиолета, а также гигроскопичен. Основные качества поликарбоната:
высокая прозрачность;
высокая прочность;
жесткость;
точность и стабильность геометрии.
Polycarbonate используют для печати деталей осветительных приборов, защитных изделий, конструкционных и функциональных изделий, инструмента, шлемов и очков и т.д. Благодаря прочности и прозрачности материал применяют как прочную альтернативу стеклу.
Стоимость печати — от 10 руб./см3
Срок выполнения — от 2 рабочих дней
3Д печать PETG пластиоком
Этот термопласт является самым популярным во всем мире. Именно из него выполнена практически вся тара. Характерные особенности материала:
гибкость и относительная мягкость;
прочность;
долговечность;
инертность к большинству сред;
термостойкость;
значительная несущая способность;
низкая усадка.
Филамент PETG можно использовать для печати корпусов, деталей машин и механизмов, тары, контейнеров и посуды, то есть изделий, которые будут контактировать с пищевыми продуктами. Можно печатать органайзеры и крепежные элементы, сувенирную продукцию и многое другое.
Стоимость печати — от 10 руб./см3
Срок выполнения — от 1 рабочего дня
3Д печать FLEX пластиком
Данный материал относится к гибким, причем этот филамент в сравнении со всеми прочими является самым эластичным. По своим качествам FLEX является наиболее приближенным к резине. Для FLEX характерны следующие свойства:
невозможность механической обработки;
гибкость;
приятная на ощупь поверхность;
стойкость к агрессивным средам;
прочность;
упругость;
термостойкость;
механическая стойкость.
Пластиковая нить FLEX используется для печати резиноподобных изделий. Это могут быть игрушки, сувениры, износостойкие изделия, эластичные функциональные детали. Спектр применения очень широк.
Стоимость печати — от 15 руб./см3
Срок выполнения — от 2 рабочих дней
3Д печать резиноподобным пластиком Rubber
Филамент Rubber – это самый «резиновый» среди всех существующих филаментов. Это определяет сферу его применения – материал используется для печати всего, что подразумевает использование резины в качестве основы. Rubber обладает следующими свойствами:
эластичность;
гибкость;
черный цвет;
сложность механической обработки;
стойкость к большинству химических сред;
прочность.
Филамент Rubber может использоваться для печати амортизационных изделий, антивибрационных прокладок, демпферов, уплотнителей, покрышек, кнопок и т.д.
Стоимость печати — от 15 руб./см3
Срок выполнения — от 2 рабочих дней
3Д печать пластиком ASA
ASA – это филамент который является атмосферостойким аналогом ABS. Для материала характерна высочайшая прочность, жесткость и стойкость к агрессивным средам. От ABS филамент отличается стойкостью к ультрафиолету и возможностью переработки.
Основные характеристики материала:
стойкость к рассыханию и деформациям;
изделия могут эксплуатироваться на открытом воздухе;
низкая термоусадка;
отсутствие эффекта пожелтения со временем;
жесткость;
прочность.
Материал применяется для печати светотехнических изделий, плафонов, деталей авто, элементов различной техники.
Стоимость печати — от 10 руб./см3
Срок выполнения — от 1 рабочего дня
3Д печать композитами Formax
Филмент Formax – это углеволоконный композиционный материал на базе ABS. Данный материал позиционируется в качестве инженерного. Характерными качествами данного материала являются:
высокая прочность;
упругость;
тактильно приятная шероховатая поверхность;
минимальная величина усадки;
простая обработка;
термостойкость;
способность выдерживать высокие нагрузки.
Благодаря своим качествам материал может использоваться для печати функциональных деталей, частей механизмов, прочных корпусов и многого другого.
Стоимость печати — от 30 руб./см3
Срок выполнения — от 2 рабочих дней
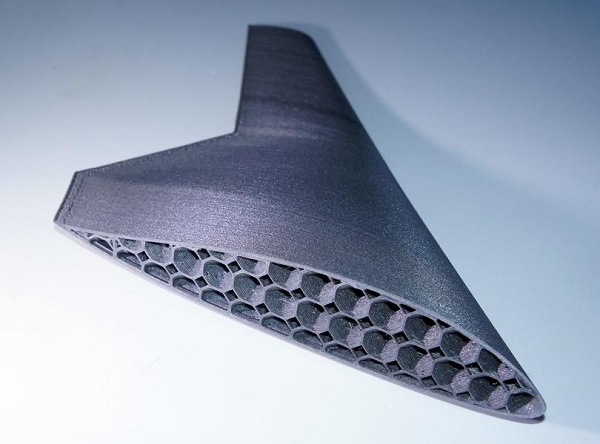
3Д печать композитом Aerotex
Это инженерный композитный материал на базе SAN, наполненный углеволокном. Материал характеризуется высокой прочностью и небольшим весом. Филамент имеет высокую адгезию и низкую усадку. Основное назначение материала – печать изделий для летательных аппаратов, где важную роль будет играть сочетание небольшого веса и высокой прочности.
Основные характеристики Aerotex:
высокая твердость;
жесткость;
небольшая масса;
ударопрочность.
Основное направление применения – печать элементов конструкций для беспилотников.
Стоимость печати — от 30 руб./см3
Срок выполнения — от 2 рабочих дней
3Д печать пастиком Wax Base
Филамент Wax Base – это филамент, который предназначен для печати изделий, которые будут использоваться для последующего литья из металла. То есть по сути это воск для 3Д печати по технологии FDM (Пластики и полимеры которыми мы печатаем). Основные характеристики материала:
низкая зольность;
простая постобработка;
высокая точность.
Восковки из Wax Base принимают в любой литейной мастерской. Это значит, что любое напечатанное изделие является отправной точкой для будущего ювелирного украшения или металлического сувенира.
3Д технологии проникли во все сферы жизнедеятельности человека, как и интернет. В сети торгуют и размещают свои работы, портфолио. Конкуренция зашкаливает. Как выделиться из толпы? Нужно дать максимум! Это значит, что нужна не просто картинка или фотография товара, работы, услуги, а ее трехмерная модель.
Получить 3d-модели для сайта можно путем 3Д сканирования. Это позволит дать человеку ощущения максимальной визуализации объекта для его оценки.
Преимущества 3Д сканирования товаров для сайта
Современные 3Д сканеры и специализированные программы в руках мастеров творят чудеса. Они позволяют получить точное трехмерное изображение любого объекта. Посетитель может повертеть модель, рассмотреть ее со всех сторон. Достоинств в использовании 3Д моделей на сайте и 3Д сканирования масса:
высокая точность;
идеальная передача цвета и геометрии;
возможность выделиться среди конкурентов;
посетитель получает полную информацию об объекте не только текстовую и метрическую, но и визуальную;
возможность повернуть объект на 360 градусов;
возможность использования технологии 3Д сканирования на любых объектах, начиная миниатюрными и заканчивая габаритными, в том числе здания, сооружения, машины.
Какие товары выгодно сканировать в 3D для онлайн-продаж?
Для начала нужно определиться с объектом 3Д сканирования. В качестве примера возьмем скульптуру, высотой 25см для портфолио. Для начала объект необходимо подготовить: выставляются метки, скульптура помещается на поворотный столик. Если бы скульптура была черная или с блестящими поверхностями, то необходимо было бы нанести матирующий спрей.
Последовательно выполняется 3Д сканирование. Длительность процесса зависит от необходимой степени точности (разрешения), а также размеров объекта. По завершении работ формируется файл с данными. Эти данные загружаются и обрабатываются в различных программах, в которых устраняются все дефекты, накладываются текстуры. По результатам всех этих работ получаются готовые 3d-модели для сайта, которые можно размещать в сети.
Безусловно, 3Д сканирование можно выполнить самостоятельно, достаточно взять напрокат или купить мощный 3Д сканер. Однако лишь специалисты учтут все особенности объекта, а по итогам в специальной программе произведут грамотную «склейку» сканов и их обработку. Речь идет о наложении текстуры, удалении шумов и других дефектов. Особый подход требуется при 3Д сканировании черных и блестящих объектов, так как необходимо использование дополнительных инструментов. Такой подход будет целесообразен и с точки зрения экономии времени, и с финансовой стороны.
Заказать 3D сканирование для сайта
В компании 3D Services вы можете заказать 3Д сканирование объекта для получения 3d-модели для сайта. Мы гарантируем высокое качество работ и оперативность их выполнения. Для сканирования вы можете предоставить нам объект, привезя его непосредственно в офис или заказать выезд нашего инженера на объект.
Свяжитесь с нами и обсудите детали.[/vc_column_text][/vc_column][/vc_row]
При помощи 3Д технологий архитекторы создают новые макеты зданий, сооружений. 3Д печать помогает все это визуализировать для обывателей (3D печать макетов храмов). Однако есть также возможность при помощи тех же технологий воссоздать утраченные храмы и соборы, монастыри, колокольни и часовни. Все это наше достояние, которое было утрачено в начале 20 века, порушено руками озлобленных людей в ходе революции.
Преимущества 3Д печати макетов церквей
Церкви строились на средства простого люда и меценатов. Это величественные сооружения, которые покоряли своей красотой, а действующие впечатляют людей и поныне. 3Д печать церквей обладает следующими достоинствами:
высокая точность воспроизведения;
идеальное воссоздание объектов сложной геометрии, в том числе элементов лепнины и т.п.;
возможность, как создания макета нового храма, так и реверс-инжиниринга (восстановление макета по старым фото или существующему строению);
возможность обработки напечатанных изделий;
высокая скорость.
Сферы применения
3D-печать соборов, церквей и часовен в настоящее время весьма востребована. На это есть ряди причин, определяемых сферой применения готовых макетов.
В первую очередь 3D-печать соборов и храмов позволяет восстановить хотя бы в виде макетов утраченные шедевры русского зодчества, объекты религиозной архитектуры в византийском стиле из камня, а также утраченные в результате пожаров деревянные сооружения. Такие макеты находят применение на выставках, в музеях и т.п.
Как известно, храмы всегда строились на деньги простого люда и меценатов. 3D-печать соборов позволяет визуализировать задумку, а также представить макет не только перед публикой, но и крупными меценатами. В таком случае сбор средств будет более эффективным, а строительство удастся реализовать намного быстрее.
Храм, собор, часовня, церковь – все это архитектурные сооружения, которые украшают города и деревни, а порой даже являются их главной и единственной достопримечательностью, центром духовной жизни. 3Д модель церкви или собора может стать отличным подарком, например, для мецената или просто для увлеченного человека, «у которого все есть».
Стоимость и заказа на 3Д печать:
Срок исполнения заказа на 3D печать во многом будут зависеть от используемого оборудования и технологии. Примерные сроки указаны в таблице ниже:
В компании 3DServices вы можете заказать 3D-печать соборов, церквей и других макетов. Наши специалисты готовы взять на себя все работы по 3Д моделированию для получения качественной основы для 3Д печати. Кроме того мы можем изготовить макет под ключ. То есть распечатать детали, произвести их обработку (удаление поддержек, сглаживание и т.п.), склейку.
Заказать 3D макет церкви
Если вам нужна 3Д печать макета церкви или собора, свяжитесь с нами и обсудите детали. Мы будем рады вам помочь![/vc_column_text][/vc_column][/vc_row]






























 Филигрань
Филигрань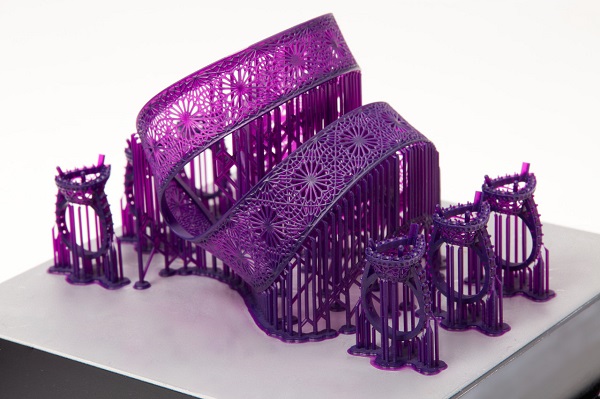















































 [/vc_column_text][/vc_column][/vc_row]
[/vc_column_text][/vc_column][/vc_row]
























