
Литье ювелирных изделий на заказ с помощью 3D печати
В ювелирной отрасли активно используются 3Д технологии. Современные материалы позволили печатать не просто образцы, но создавать полностью выжигаемые модели, используемые непосредственно при литье. Одним из лидеров отрасли в плане применения 3Д технологий является FormLabs. Эта компания предлагает оборудование и материалы для 3Д печати и постобработки выжигаемых моделей.
Технологии 3D печати для ювелирного производства
В технологическом цикле производства ювелирных изделий уже много лет используются выжигаемые фотополимерные смолы. Популярность метод обрел недавно в сравнении с историей классического метода производства ювелирных украшений. Все благодаря тому, что 3Д печатные модели из выжигаемых полимеров позволяют быстро воспроизводить украшения, а также их копировать. При этом качество, наполненность и филигранность изделий всегда будет на высоте. Процессы совершенствуются с каждым днем и уже сейчас у специалистов в данной сфере есть 3Д принтеры FormLabs и фирменные смолы Castable Wax Resin и Castable Resin, которые ориентированы именно на эту сферу. Смолы ко всему прочему 100% выжигаемые.
Литье по выплавляемым моделям подразумевает создание полой формы на базе мастер-шаблона. Этот шаблон может быть получен ручным методом или путем 3Д печати. Для последней используются выжигаемые фотополимерные смолы.
Готовый мастер-шаблон погружают в литейный материал или формовочную массу. Материал является огнеупорным. После того как материал высохнет и затвердеет, а модель, напечатанная на 3Д принтере или сделанная вручную из воска выгорит, останется «негатив» — форма для литья изделия в виде полости. В нее заливают металл. После его охлаждения и застывания получается готовое изделие, которое в дальнейшем подвергается обработке (шлифовка, удаление мелких дефектов).
Модели украшений из воска могут создаваться и вручную. Это сложный процесс, который требует много времени и сил. К тому же мода изменчива и поспевать за ней крайне сложно при ручных методах изготовления. Современные фотополимеры и 3д принтеры, например Form3 способны существенно упростить производство. То, что ранее требовало многочасового труда, может быть выполнено буквально в минуты. И при этом эксклюзивность не утрачивается, а всего лишь методы промышленного производства перемещаются на рабочий стол обычного ювелира. Так как это работает?
Дизайн изделий
Все всегда начинается с дизайна. Для этого необходимо переместить ваши идеи и концепции в специальные CAD-программы. Это может быть RhinoGold, JewelCAD, 3Design. В итоге у вас будет получен виртуальный аналог, который послужит для 3Д печати.
Важно отметить, что работа с 3Д печатными моделями абсолютно аналогична традиционным восковым. В частности важно плавное движение материала, желательно избегать острые углы, так как они усиливают турбулентность. Дизайн необходимо сориентировать таким образом, чтобы он заполнил большие пустоты и меньшие детали, каналы.
Литники — что это такое
Большие литники (питающие) можно сделать из привычного воска. А маленькие каналы могут быть напечатаны на 3Д принтере. Это позволит улучшить заполнение формы, а также сэкономить на трудозатратах. Важно – подающие литники необходимо делать прямыми или сужающимися к будущему изделию.
В качестве литников нельзя использовать опоры, которые добавляются в PreForm, но если вы хотите напечатать литники, то их лучше сразу включить в CAD-проект.
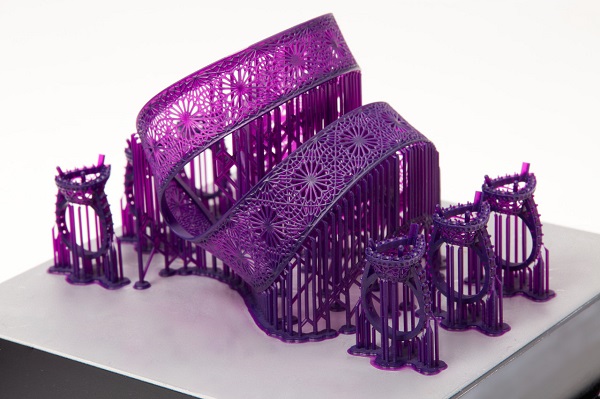
 Филигрань
Филигрань
Смола Castable Wax Resin характеризуется исключительной детализацией. Благодаря этому можно создавать изделия с самой причудливой филигранью. Речь идет о тончайших проволочных сеточках, которые характеризуются высокой сложностью. Для таких изделий необходимо тщательно продумать конструкцию литников.
Мелкая сетка может создаваться на базе проволоки 0,3мм. При этом имейте в виду, то такая печатная филигрань будет крайне хрупкой. Ее очень просто повредить при снятии опоры. Это необходимо учитывать и создавать филигрань таким образом, чтобы была максимально самоподдерживающейся. Литники, которые печатаются на 3Д принтере, могут выступать и в качестве опор, удаляемых после литья. В тонких каналах металл может застыть. Чтобы этого избежать, необходимо добавить литники, подающие металл в несколько точек обода филигранной сетки.
Крупные изделия
Смола Formlabs Castable Wax Resin можно использовать для печати и последующей отливки изделий крупных размеров. Конструкцию в таком случае необходимо преобразовать в тонкостенный корпус. Это нужно для того, чтобы сделать силы расширения формовочной массы в ходе выгорания минимальными. Если есть детали, толщина которых превышает 4мм, то рекомендуется добавить дренаж в виде отверстий. Через них смола из внутренних полостей будет вымываться.
Незастывшая смола не выгорает начисто, из-за чего могут присутствовать дефекты зольности. Производитель для решения данной проблемы советует использовать 3Д печать смолой Castable Wax Resin в виде стенок толщиной 0,7мм, образующих полые оболочки. Внутри может быть заполнение в виде решетчатой структуры с целью увеличения прочности.
3D печать и подготовка к литью
Настольный 3Д принтер Form3 позволяет распечатывать модели украшений большими партиями. Платформа может быть укомплектована деталями так, что достигаются максимальные показатели производительности и эффективности. После завершения 3Д печати необходимо поэтапное выполнение следующих шагов, чтобы подготовиться к формовке и литью.
Мойка напечатанных моделей
Все отпечатанные изделия необходимо тщательно промыть в 90% изопропиловом спирте. Это важный момент, поскольку, если этого не сделать, то чистая отливка может не получиться. Неотвержденная смола в избытке может стать причиной дефектов литья, например точечной коррозии. После извлечения из раствора деталям нужно дать время просохнуть. Чтобы испарить все остатки изопропилового спирта, воспользуйтесь сжатым воздухом. Если после мытья и сушки изделия все еще липкие, то необходимо заменить ваш изопропиловый спирт.
Для промывки лучше всего использовать автоматическую систему Form Wash. Нельзя оставлять готовые изделия в изопропиловом спирте дольше, чем это требуется. Система Form Wash с целью избегания деформации и перемывания автоматически поднимает детали из раствора.
Сушка напечатанных моделей
Полное выгорание смолы возможно только при ее 100% отверждении. Для этого необходимо подвергнуть детали досветке (доотверждению). С этой целью используются сушки с длиной волны 405нм.
Некоторые фотополимерные смолы после печати на FORM3 требуют пост-отверждения. Castable Wax Resin к таковым не относится, изделиям из нее не требуется дополнительного отверждения. Благодаря этому литье характеризуется максимально высокой эффективностью. Изделия из Castable Wax могут давать небольшую усадку – не более 1%, что также необходимо принимать в расчет. К тому же изделия из Castable Wax нуждаются в пост-отверждении. Сушка необходима до тех пор, пока поверхность не обретет максимальную твердость и жесткость. Сушка Form Cure характеризуется не только необходимой длиной волны, но и вращение деталей, благодаря чему изделия подвергаются равномерной засветке. Если у вас нет автоматической сушки, то необходимо будет время от времени поворачивать детали в ручном режиме. Изделия при этом поменяют цвет. Изначально они будут ярко-синие, а после отверждения станут матово-синими, намного темнее прежнего.
| Смола Castable Wax Resin | Смола Castable Resin | |
| Мойка Form Wash | 10 минут | 10 минут |
| Cleaning Kit | 10 минут + 5 минут (2-я мойка в чистом IPA) | 10 минут + 5 минут (2-я мойка в чистом IPA) |
| Сушка Form Cure | Не требуется | 4 часа при 60градусов по Цельсию |
Литниковое дерево
Обработанные и подготовленные отпечатки закрепляются на основном восковом литнике. Для этого используется липкий воск. Важно позаботиться о том, чтобы стыки между рисунком и литниками были гладкие. Для этого удобно использовать расплавленный воск.
Более толстые изделия размещаются в нижней части литникового дерева, а тонкие в верхней. В сравнении с традиционным восковым деревом для деталей, полученных 3Д печатным методом, может потребоваться немного больше пространства. При отливке больших изделий с тонкой оболочкой все сливные отверстия должны быть заполнены воском, так как в противном случае на печать может попасть формовочная масса.
Чтобы избежать появления пузырьков, которые застряли вокруг модели в ходе заливки, необходимо воспользоваться поверхностно-активным покрытием. Это недорогие составы, которые также называют дебубблайзер. Яркий пример Wax Wash. При их использовании пузырьки не прилипают к отпечаткам, что особенно важно при отливке филигранных изделий, так как они характеризуются склонностью к образованию пузырьков. Литниковое дерево нужно окунуть в раствор дебубблайзера. Когда оно высохнет его можно заливать формовочной массой.

Форма
Подготавливается формовочная колба. Все процедуры вполне стандартны. Для этого может использоваться вакуумная формовочная машина, которая позволяет добиться равномерного перемешивания, дегазации и выливания паковочной массы. Но с этой целью также можно применять вакуумную камеру и смеситель по отдельности.
Процесс выглядит следующим образом:
- К основанию литника присоединяется колба для литья. Если у колбы есть перфорация, то нужно обернуть ее прозрачной лентой (упаковочная пленка или скотч). Это предотвратит протекание массы.
- Формовочный порошок смешивается с холодной дистиллированной водой (ориентируйтесь на инструкции производителя). Чем меньше будет воды, тем больше будет прочность массы, но тем выше будет вязкость смеси, и ее сложно будет дегазировать. На медленной скорости смесь тщательно перемешивается до полного увлажнения порошка.
- Формовочная масса медленно выливается по стенке колбы. Необходимо избегать попадания на дерево моделей. Если заливка выполняется плавно, то пузырьки не будет задерживаться. Чтобы полностью удалить из колбы пузырьки используется вакуумная камера. Далее формовка оставляется для затвердевания и высыхания.
- С колбы аккуратно снимается резиновое основание литника и оставляется на 2-6 часов для застывания в среде без вибраций. Ориентируйтесь на рекомендации производителя формовочной массы. Также обязательно пользуйтесь респиратором в целях безопасности.

Выгорание и процесс литья
Колба помещается в печь для выгорания. Нагревайте печь, ориентируясь на график выгорания, рекомендованный производителем. В зависимости от инструкций по формовке, размера колбы, а также объема печатного материала могут быть внесены изменения. Если выгорание начинается из горячей печи, то нужно, чтобы колбы отдохнули не менее 5 часов, так как в противном случае вода расширяется и превращается в пар, а это может привести к растрескиванию массы.
Хорошо удаляет испарившийся полимерный материал воздушный поток в камере, поэтому рекомендуется использовать печи с хорошей вентиляцией, причем с входом и выходом. Такие камеры имеют хороший воздушный поток по всей камере и позволяют безопасно удалить из нее испарения.
Castable Wax Resin на 20% состоит из воска, благодаря чему модели частично разрушаются на начальном этапе выгорания. Но кратковременное выгорание моделей из Castable Wax ограничено определенной геометрией. Все это описано в инструкции по использованию материала.
Вентиляция в камере является необходимой, но она может стать причиной снижения температуры, поэтому нужно тщательно следить за температурой колбы и в шкафу, вовремя корректируя процесс. Если вы используете активную вентиляцию, то нужно по максимуму увеличить приток воздуха с целью улучшения его циркуляции в духовке. Если духовка будет заполнена по максимуму, то выгорание в перерасчете на одну колбу будет менее эффективным. Для улучшения ситуации воспользуйтесь кислородным генератором с целью увеличения притока кислорода.
Далее форма вынимается из печати и отливается металл. Наиболее часто используются вакуумные или центробежные литейные машины. Яркий пример, Neutec J2R (США) и Indutherm серии MC (ЕС). Они характеризуются простотой применения и прекрасной управляемостью.
После того как зальете форму, ее нужно тщательно охладить в воде и смыть формовочную массу.

Вопросы совместимости
Formlabs тщательно протестировал отливку моделей из Castable Wax серебром, бронзой и золотом. Как показала практика, вопрос совместимости металлов характеризуется в первую очередь свойствами формовочных масс и в частности степенью термостойкости, так как разные металлы требуют разных величин данного показателя. Для Castable Wax температура выгорания составляет от 732 градусов по Цельсию. Могут быть несовместимости рисунка смолы с конкретным формовщиком и этот факт необходимо уточнять у производителя.
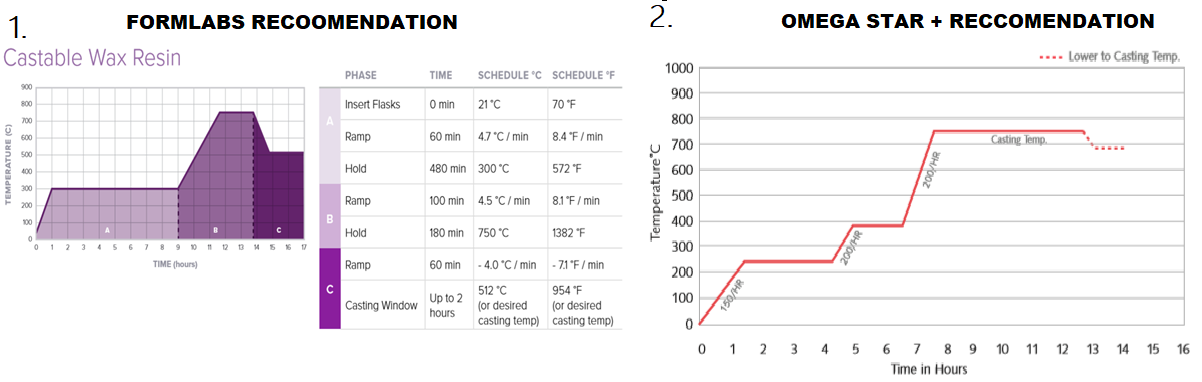
Выгорание фотополимеров: графики
Для литья по выплавляемым моделям FormLabs в ювелирной отрасли рекомендует использовать смолы Castable Wax и Castable Resin. При использовании Castable Wax литейщики должны ориентироваться на инструкции производителя используемой формовочной массы. Castable Wax Resin характеризуется повышенной гибкостью графика выгорания. Castable Resin, как продукт предыдущего поколения смол, требует более точного и щадящего подхода к режиму выгорания.
Возможные неполадки: FAQ
| Описание проблемы | Возможные причины | Решение проблемы | |
| 1. | Наличие маленьких пузырей при литье | Высокая вязкость формовочной массы | Добавить воды к формовке |
| Для полной дегазации не хватает времени работы формовочной массы | Использовать холодную воду для приготовления смеси | ||
| Пузыри в узоре | Применить поверхностно-активное покрытие (дебабблизатор) | ||
| 2. | При отливке присутствуют металлические блики или зубчатые капли | Слабость формовочной массы, из-за чего она треснула или была повреждена в ходе перегорания | Уменьшить объем воды при формовке |
| После формовки увеличить время стенда | |||
| Повысить величину расстояния между деталями в литниковом дереве | |||
| Снизить скорость выгорания | |||
| 3. | Пористость поверхности при отливке | При охлаждении металл дает усадку, а запас расплавленного металла на вытяжку отсутствует | Добавить к литниковому дереву резервуары |
| 4. | Тонкие части или филигрань залиты частично | Металл замораживается в форме | Добавить литники |
| Увеличить температуру литья | |||
| 5. | Поверхность ямчатого типа | Полимер выгорел не полностью и есть остатки золы | Увеличить время пребывания колбы при максимальной температуре для выгорания |
| Увеличить приток воздуха в печи в ходе выгорания | |||
| Откачать воздух из колбы перед заливкой формовочной массы |
[/vc_column_text][/vc_column][/vc_row]
Отправить запрос на 3D-печать
Связаться через мессенджеры
Примеры готовых изделий



